商机详情 -
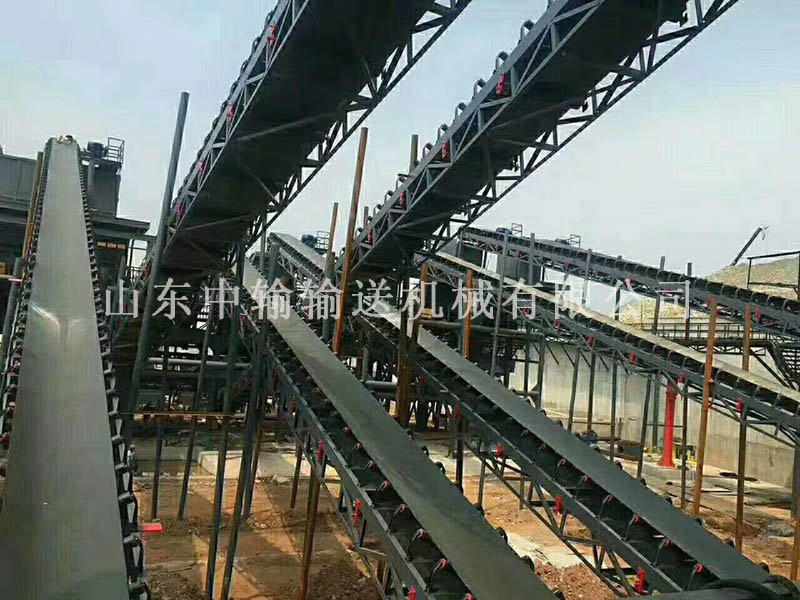
新泰皮带式输送机生产厂家
很多人可能会把输送机和输送带混在一起,其实并不是这样子的,输送带只是输送机上的一个易耗品,接下来中输的小编就来给大家简单的介绍一下输送机中皮带的接头方式,希望以下的内容能对大家有所帮助。 接头方法有很多种一般主要是有钢扣连接法、热熔法、冷粘法这三种方法。 一、钢扣连接法:在进行钢扣连接时,输送带的强度会睡着接头强度的降低诶降低,因此,对于钢扣联接只适用于较短带式输送机或者输送机不方便拆卸的场合,其钢扣是可以按照输送带的厚度来进行选择的。 二、热熔法:我们可以将输送带的两端分层打齿,然后在将两头拼接在一块,用热风枪来做简单的固定,然后我们可以将拼接好的输送带放在热熔设备上进行加热加压,当温度在140摄氏度左右时,应该缓慢的进行升温,并且要保持加热平板各点的温度在均匀,保温的时间要从140摄氏度开始算起,当布层可以达到保温的时间后,可以停止加热可以让他自然冷却带产文,然后我们取下输送带之后,就可以正常使用了。 中输输送机不断从事技术革新,改进生产工艺,提高技术水平。新泰皮带式输送机生产厂家
输送机
输送带的连接: 目前,输送带的连接方式主要有三种:机械连接、冷胶连接、热硫化连接,其中机械连接、冷胶连接只适用于织物芯输送带,热硫化连接法适用于各种橡胶输送带。 输送机皮带安装前的准备: ①检查机架是否坚固,机架对角线长的度必须是一样的。 ②检查机身各部份支架是否变形,必要时加以检查。 ③检查托辊、带轮做好清洁工作,检查是否有异物。 ④检查托辊转动有无损坏,转动是否灵活。 ⑤检查料斗,检查清扫器是否正常工作。 ⑥检查张紧装置移动是否灵活,并把调紧装置调到短。安丘移动式输送机设备中输输送机愿与各界朋友携手共进,共创未来!

皮带输送机的拉紧装置可分为螺旋式、车式以及垂直式三种,其主要的目的是为了给皮带机的正常运转提供一定的拉紧力,保证输送带张力**小化,补偿输送带的长久伸长;因此选择合适的拉紧装置是设计带式输送机的关键,以下是三种拉紧装置的优缺点及应用:螺旋拉紧装置螺旋拉紧装置是安装于皮带机的尾轮处,通过调节螺杆使尾轮发生位移从而张进输送带,一般使用于长度<60米功率较小的皮带输送机上,螺旋拉紧装置的行程可按皮带机长度的1%选择;在系列产品里其行程分为500mm、800mm两种;作用在尾轮上的输送带趋入点及奔离点两点张力之和为拉紧装置的张力;螺旋拉紧装置机构简单、占用空间小,其缺点是不能自动调整输送带的张力,张力大小不宜控制,也不宜在输送带上设置自动秤等;在重要的皮带机上尽量不采用螺旋拉紧装置。车式拉紧装置车式拉紧装置是降皮带机的尾轮安装在移动的车上,通过换向滑轮用钢绳分别连接移动车和重锤,由重锤的重力作用而自动拉紧输送带,其拉紧的有效行程为:S=()L式中:S----张紧装置有效行程(m);L----皮带机实长(m)实践证明拉紧的有效行程取较大的为宜;车式拉紧装置使用范围较广,不受皮带机长度限制,输送带张力可自动调整,结构简单可靠。
如果只是轻微的跑偏,可以收紧紧边的轴承座。但这种方法只能调整较小的偏移量,对于大的偏移量,可以采用将机尾滚筒加装在活动小车上(见下图),通过调整小车来纠偏;b、由于输送带本身弯曲不直或接头不正等原因使输送带受力不均,造成跑偏,应将输送带切正,重新胶合或打钉扣;c、托辊组轴线同输送带中心线不垂直,造成输送带跑后不跑前现象,即输送带向后跑偏(与输送带的运行方向相反),调整方法为向哪边偏移,就将哪边的托辊向输送带前进的方向偏斜2°~4°(见下图),一般情况下要调整几个托辊才可以纠偏。托辊与输送带之间产生的磨损维护措施a、首先确保整个输送机在一个中心线上;其次是两侧倾斜托辊与中间水平托辊具有相同的倾斜角度,所有中间托辊在同一水平面上,使所有托辊与输送带有良好的接触,保证各个托辊受力均匀;b、尽量少使用调心托辊;c、加强托辊日常维护保养工作,对于破损的托辊要及时更换。输送带磨损是比较常见的故障之一,但如果不加重视往往会引起更为严重的,因此采取相应的措施以降低输送带的磨损,延长使用寿命,对带式输送机的正常运行和降低维护费用有着很实际的意义。中输输送机为客户服务,要做到更好。
有很多小事情会出错,如果不及早发现,很快就会导致大问题。使用垂直输送机的制造商依靠用螺栓固定在橡胶带上的塑料桶。当机器收集材料并将其提升时,会在这些螺栓上施加很大的力。如果这些螺栓开始失效,并且维护没有抓住,铲斗可能会撕裂皮带,造成大量损坏,并造成大量停机时间。即使桶没被磨损,电梯也很脏。堆积的物料在升降机的传送带下形成,物料聚集在铲斗周围和传送带之间。垂直输送机在防火和防爆方面也很难保护堵塞是垂直输送机最常见的问题之一。移动的产品会互锁或卡在设备框架上,导致其冻结。生产线必须关闭,电梯打开,堵塞的材料被,然后才能继续生产。当物料堆积在垂直输送机外壳或外壳内并**终堵塞机器时,也会发生堵塞好消息是这个客户知道另一个选择:我们的牵引输送机。牵引输送机消除了与垂直输送机相关的问题,可以完全取代带式输送机系统。首先,拖动输送机比垂直输送机更容易维护。它们的零件更少,不使用皮带,不会因材料堆积而堵塞,没有磨损停止互锁的铲斗,也没有使用会打滑或误打误撞的皮带传动系统…我们甚至设计了易于维护的输送机。维护技术人员可以从外部更换我们的曲线耐磨条,我们的头部是分开的。中输输送机以发展求壮大,就一定会赢得更好的明天。邹平输送机生产厂家
中输输送机产品**国内。新泰皮带式输送机生产厂家
造成皮带跑偏的根本原因是胶带所受的外力在皮带宽度方向上的合力不为零,或垂直于皮带宽度方向上的拉应力不均匀,从而导致托辊或滚筒等对皮带的反力产生一个向一侧的分力,在此分力的作用下引起皮带向一侧偏移。常见的跑偏现象如下。皮带跑偏的原因分析机头、机尾、中间架的中心不在一条直线上造成的皮带跑偏。这种情况通常是由于安装造成的。由于这三者的中心不在一条直线上,使得皮带纵向中心线与滚筒轴线不垂直,从而造成皮带机在运行中跑偏。滚筒的安装位置不正造成皮带在滚筒处的跑偏。一条带式输送机有多个滚筒,所有滚筒的安装位置必须保证垂直于胶带的中心线且与水平面平行,如果滚筒的安装水平不够,滚筒轴向窜动,或滚筒的一端在前一端在后,使得滚筒的安装位置和胶带的纵向中心线不垂直,或滚筒轴线与水平面不平行,则皮带所受的外力在皮带宽度方向上的合力不为零,皮带会向合力所指方向跑偏。输送带接头不正,造成输送带中部跑偏。常用的皮带接头有机械接头和硫化接头两种形式。不论哪种方式,都要求接头处平整,如果接头不正,将使皮带两侧的拉力不一致,从而在运行中跑偏。胶带接头不正所造成的跑偏是胶带接头运转到哪里,哪里就发生跑偏。新泰皮带式输送机生产厂家
山东中输输送机械有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在山东省等地区的交通运输中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同山东中输输送机械供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!