商机详情 -
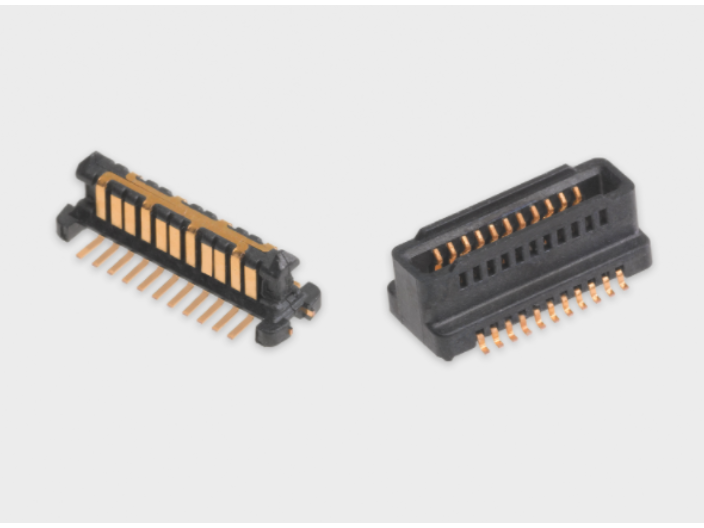
9617S-13Y801
改善生座遇程 易于雏修
速接器的好虑速接器简化雷子品的装配程。速接器简化霓子品的装配遇程。也简化了批量 生程 假设某雷子元件失效,假设某雷子元件失效,装有速接器时可以快速更 换失效元件 随著技衔谁步,装有速接器时可以更新元件,随著技街谁步,装有速接器时可以更新元件,用 新的、新的、更完善的元件代替菁的便于升级
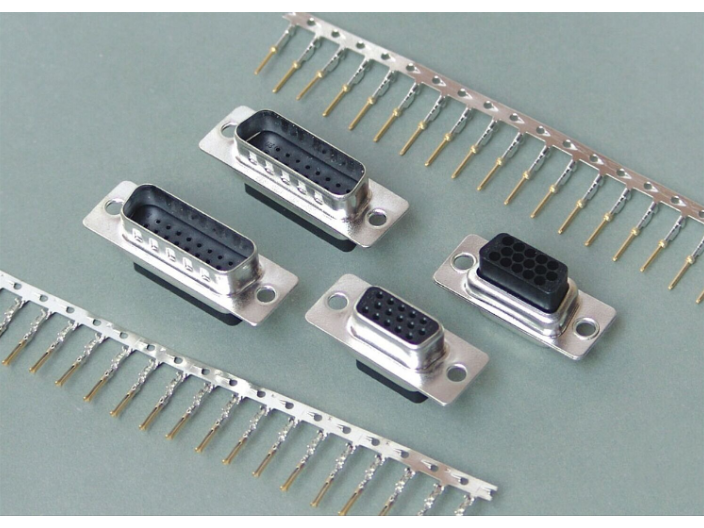
使用速接器使工程郎侧在计和集成新品时, 提高毅的熏活 使用速接器使工程师侧在毅和集成新品时.以及用元件组成系统时,有更大的熏活性。 性 以及用元件组成系统时,有更大的熏活性。 中显创达是一家专业此连接器现货销售公司,有想法的可以来电咨询!9617S-13Y801

据市场的调研公司预测,到 2013 年全球 USB 3.0 接口将达到 10 亿个,占全球USB 市场的 25%。Digitimes Research 也预估,2015 年全球 USB 3.0 的出货量将挑战 23 亿颗,年复合成长率将达 89%。
主要厂商对 USB 3.0 的支持。
2011 年底左右或 2012 年,预计 USB 3.0 市场将规模启动,英特尔将在2012 年左右推出支持 USB 3.0 接口产品
华硕 2010 年底其支持 USB 3.0 的主板出货量有望达到 500 万块, 占公司整体主板出货量的 25% 至 35%
希捷、朗科、PQI 已陆续发布 USB 3.0 移动硬盘。 9697S-06Y900中显创达是一家专业此连接器现货销售公司,欢迎您的来电!
PCB设计整板布局有哪些基本原则?如何进行优化与分析?布局的合理与否直接影响到产品的寿命、稳定性、EMC (电磁兼容)等,必须从电路板的整体布局、布线的可通性和PCB的可制造性、机械结构、散热、EMI(电磁干扰) 、可靠性、信号的完整性等方面综合考虑。一般先放置与机械尺寸有关的固定位置的元器件,再放置特殊的和较大的元器件,***放置小元器件。同时,要兼顾布线方面的要求,高频元器件的放置要尽量紧凑,信号线的布线才能尽可能短,从而降低信号线的交叉干扰等。与机械尺寸有关的定位插件的放置。 电源插座、开关、PCB之间的接口、指示灯等都是与机械尺寸有关的定位插件。通常,电源与PCB之间的接口放到PCB的边缘处,并与PCB 边缘要有3 mm~5 mm的间距;指示发光二极管应根据需要准确地放置;开关和一些微调元器件,如可调电感、可调电阻等应放置在靠近PCB 边缘的位置,以便于调整和连接;需要经常更换的元器件必须放置在器件比较少的位置,以易于更换。
脚分离力和总分离力: 连接器中接触压力是一个重要指标,它直接影响到接触电阻的大小和接触对的磨损量·在大多数结构中,直接测量接触压力是相当困难的·因此,往往通过单脚分离力来间接测算接触乐力·对于圆形接触对,通常是用有规定重量砝码的标准插针来检验阴接触件夹持砝码的能力,一般其标准插针的直径是阳接触件直径的下限取-5 m总分离力一般是单脚分离力上线之和的两倍·总分离力超过 50N 时,用人工插拔已经相当困难了。当然,对一些测试设备或某些特殊要求的场合,可选用零插拔力连接器,自动脱落连接器等等
机械寿命:连接器的机械寿命是指插拔寿命,通常规定为 500~1000 次·在达到此规定的机械寿命时,连接器的接触电阻,绝缘电阻和耐压等指标不应超过规定的值·严格的说,现在的机械寿命是一种模糊的概念·机械寿命应该与时间有一定的关系,10 年用完 500次与1年用完 500 次,显然其情况是不一样的。只不过目前还没有一种更经济,更科学的方法来衡量。 此连接器的现货销售及分销,就选中显创达让您满意,欢迎您的来电!
一种是先把玻璃熔融后拉制成内外径均匀的玻璃管,再把玻璃管切割成相应的玻璃坏·用此方法制得的玻璃坏,尺寸不均匀,且难以上批量生产:另一种方法是把玻璃粉与粉结剂(石蜡、油酸、聚乙醇等)抨匀,再在机器中自动成型。根据成型方法不同又可分成于压成型法和湿压成型法·由于湿压成型法的工序较复杂,除了加石蜡作粘结剂外,还要加油酸作脱模剂,制出的玻璃坏中粘结剂难以排尽,所以此方法很少采用·目前用得多的是于压成型法。千压成型法是在玻璃粉中加入适量石蜡,在加热情况下充分抨匀后冷却、过筛,然后在自动制坏机上成型·此方法的操作较简单,且石蜡容易燕凤。 中显创达致力于此连接器产品的现货出售及分销,期待您的光临!9617S-13Y801
中显创达致力于此连接器产品的现货出售及分销,有想法的可以来电咨询!9617S-13Y801
1、连接器智慧化技术
该技术主要使用在DC系列电源连接器产品上,在传输电源前可以进行智能讯号侦测,以确保插头插入到位后才导通正负极并启动电源,可避免因插头插入时未到位即导通接触而造成电弧击伤、烧机的不良后果,未来企业需开发其它产品的类似智能化的技术。
2、精密连接器技术
精密连接器涉及产品设计、工艺技术和质量控制技术等诸多环节,主要技术包括以下几个方面:
(1)精密模具加工技术:采用CAD、CAM等技术,引进业界高精密加工设备,利用人员生产经验和先进设备技术手段以实现高精度的优良模具产品。
(2)精密冲压和精密注塑成型技术:实现各类冲压件和注塑件精密、高效、稳定的控制及完类型美的表面质量,确保产品质量。
(3)自动化组装技术:通过应用精密控制技术、半自动检测机技术等的应用,克服精密产品人工操作的难题,提高核心竞争力。 9617S-13Y801