商机详情 -
湖南呼吸机面罩液态硅胶注塑模具佳泽
在佳泽硅胶科技,我们相信我们对客户的责任不仅于液态硅橡胶成型业务。实际上,我们可以从项目的设计和原型设计阶段开始为您提供帮助。无论是允许您经济地批量生产大批量零件的模具开发,还是为您的项目选择合适的原材料,我们都将为您提供帮助。
我们一些OEM和OEM零件供应商的信任,我们知道在快速而有效地处理订单的同时仍保持业内比较低的缺陷率之一的前提。定制LSR硅胶件的生产是我们在佳泽硅胶科技的重点。因此,我们为您带来了一套独特的技能,可以使您的业务受益。依靠我们提供客户服务,将您的需求放在前面。我们致力于100%按时交付您的订单和100%满足客户。 虽然液态硅胶的设备及原料成本相对高,但是液态硅胶的流动性好,生产效率高,能耗低,废料少。湖南呼吸机面罩液态硅胶注塑模具佳泽
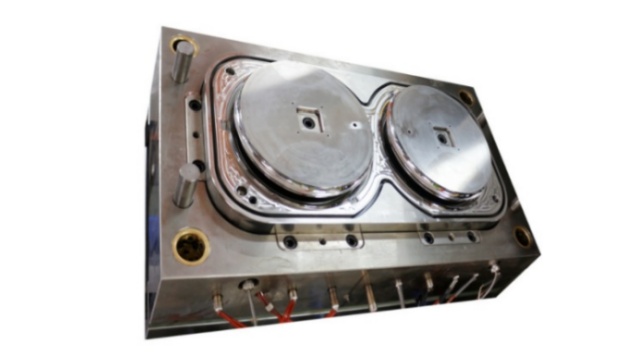
液态硅胶注塑模具
模具设计与制造模具精度:
液态硅胶注射成型对模具的精度要求极高。模具的型腔尺寸、形状精度、表面粗糙度等均需严格控制,以确保产品的尺寸稳定性和外观质量。同时,模具的排气设计也需合理,避免注射过程中产生气泡或缺陷。
温度控制:液态硅胶的固化过程受温度影响较大,因此模具需具备精确的温度控制系统。通过调节模具温度,可以控制硅胶的固化速度和固化程度,从而优化产品的物理性能和外观质量。
模具设计细节:使用小注胶口和针状或翼状注胶口,以避免湍流和喷射。使用T型导向栓代替柱形导向栓,脱模时采用射出吹气,并加隔热层/板。避免使用含阻聚剂的防锈剂/油,一般可用甲苯、二甲苯等。 广州护目镜液态硅胶注塑模具制造体现液态硅胶注塑成型工艺从混合到成型全自动化完成,提高生产效率,降低人工费用。

液态硅胶注射(注塑)成型大致可分为以下6各阶段:合模,射胶,保压,冷却,开模,制品取出。在这过程中液体硅胶注塑好坏一般与温度,压力,时间息息相关。其中温度控制改善可从料筒温度,射嘴温度,模具温度三个阶段控制。射嘴温度一般低于料筒最高温度,原理是为了避免液体硅胶在射嘴中硫化成型堵塞。模具温度的高低取决于液体硅橡胶硫化条件,注塑件的尺寸与结构,性能要求,以及其他工艺条件(液体硅橡胶热硫化温度,注射速度以及注射压力,单件注射件所需时间等)
液态硅胶具有低黏度、快速固化、剪切变稀以及较高的热膨胀系数等特点。其中,LSR 是以铂金作为催化剂的双液态快速硫化材料,可以采用注塑的方式进行大量、快速硫化和重复性机械生产。
在液态硅胶注射成型过程中,LSR 分为 A 胶与 B 胶,利用定量装置控制两者为 1:1 之比例,再透过静态混合器予以充分混合,注入射出料管后进行射出成型生产。将液态硅胶射入热浇道模具,可制作出各种硅胶制品,具有一次成型、无废料及可自动化等优点。
广州佳泽硅胶科技专注液态硅胶注射成型工艺10多年,是您值得信赖的合作伙伴。 在追求速度,自动化的注塑生产产业中,液体硅胶注射成型技术发展迅猛,已成为未来的重要的发展导向。
液态硅胶在极端温度条件下(—60℃-+300℃)具有良好的物化性,例如密封性能和电绝缘性较好,防水,防油,而且触感柔软舒适,无毒无味等,符合FDA和SGS标准。因此,硅胶的应用很广,环保安全,是诸多工业用品及生活用品的理想材料。
广州佳泽硅胶科技有限公司专注于大批量,高度自动化的生产(通常从500,000件开始),我们为LSR单件和多件垫片,密封件,波纹管,防尘套,O形圈,阀门,传感器,2件密封的定制制造 连接器和其他组件,根据我们客户的确切规格以及达到当前全球标准所需的严格公差精密模制而成。
婴幼儿用品:液态硅胶奶嘴和奶瓶对婴儿肌肤温和,不含有害物质,是家长们信赖的选择。广州护目镜液态硅胶注塑模具制造
液态硅胶注塑模具在汽车配件、航天、电子工程、医疗器械、食品包装等领域的应用,可满足不同领域的需求。湖南呼吸机面罩液态硅胶注塑模具佳泽
液态硅胶注塑成型注射压力与速度:
注射压力和速度是影响液态硅胶填充效果的关键因素。过高或过低的压力和速度都可能导致产品缺陷,如欠注、飞边、气泡等。因此,需根据产品结构和硅胶性能,通过试模调整出比较好的注射压力和速度。
固化时间与温度:液态硅胶的固化时间和温度需根据具体配方和工艺要求设定。固化时间过短,硅胶未完全固化,影响产品性能;固化时间过长,则可能降低生产效率。同时,固化温度也需与硅胶的固化曲线相匹配,确保产品达到预期的物理性能和化学稳定性。 湖南呼吸机面罩液态硅胶注塑模具佳泽