商机详情 -
福建不锈钢斜杆放料阀服务商
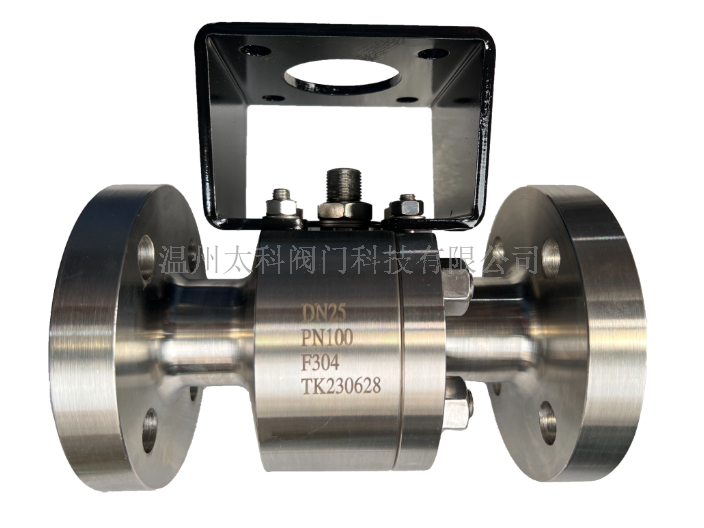
斜杆式放料阀特点:1.斜杆式釜底放料球阀包括主阀体、副阀体、反应釜法兰,副阀体与主阀体固定连接并形成一个球形的阀芯腔固定有连接座,连接座上设有第缺口、第二缺口,第缺口的深度大于第二缺口,反应釜上设有分别与第缺口、第第二连接部,第二缺口与第二连接部上设置有相互配合的凸起与卡槽,副阀体上还设有进料口,进料口两侧的表弧度相同;欧电阀门生产的釜底放料球阀阀芯腔内设有球形的阀芯,阀芯的顶部设有凹槽,凹槽与副阀体上表面面、反应釜形成内凹的球面。2.主阀体与副阀体上对称设有阀座,阀座上设有与阀芯配合密封的弧形面。3.主阀体上还设有出料口,出料口)与进料口相对。4.阀芯的中部设有出料孔,出料孔竖直时与进料口、出料口形成一条出料通道,阀芯的侧面连接有阀杆,阀杆水手把或执行机构。 温州太科阀门科技有限公司为您提供 不锈钢法兰斜杆放料阀设备,有需要可以联系我司哦!福建不锈钢斜杆放料阀服务商
预防和消除放料阀蜗轮和杆传动不灵活应采取以下措施:1、放料阀据轮和蜗杆机构装配合理,间隙适当;2、提高放料阀传动机构零件加工精度,装配前应检查零件的质量3、轴与轴套(轴承部位)间隙适当,润滑油路畅通,定期加油,对磨损部位应修复,磨损严重的应更换:4、放料阀蜗轮和蜗杆应保持清洁,定期加油,灰尘较多的环境里的齿轮应有防尘罩,齿部磨损严重和断齿缺陷应进行修复,无法修复应予更换:5、轴弯曲应作矫直处理:6、放料阀据轮和据杆上的紧固件和连接件应配齐和装紧,损坏应更换7、操作要正确,发现有卡阻和吃力时,应及时找出原因,不要硬性操作。福建不锈钢斜杆放料阀服务商不锈钢法兰斜杆放料阀设备,就选温州太科阀门科技有限公司,用户的信赖之选,有想法的不要错过哦!

气动放料阀常见故障是气动装置的动作不灵或失效,其原因有:1、缸体和缸盖因破损和砂眼等缺陷产生的外漏,致使缸内压力过低;2、0形圈等密封件损坏或老化,引起内漏,使活塞产生爬行等故障:3、活塞杆弯曲或磨损,增加了气动或液动的开闭力或泄漏;塞杆行程过长,闻板卡死在阀体内;45、气动放料阀的气动装置上的垫片和填料处泄漏,使缸内操作压力下降;6、缸体内混入异物,阻止了活塞的上下运动;7、缸体内壁磨损,镀层脱落,增加了内漏和对活塞运动阻力;8、活塞与活塞杆连接处磨损或松劲,不但产生内漏,而且容易卡住活塞;装配不正,季件加工质量差;910、缸体胀大或活塞磨损、破裂,影响正常传动;11、常开式或常闭式缸内弹簧松驰和失效,引起活塞杆动作不灵或使关闭件无法复位;12、进入缸内气体或液体介质的压力波动或压力过低;13、气动放料阀的气动装置遥控信号失灵,无法进行遥控操作;14、填料压得太紧等。
放料阀手轮和手柄及扳手出现故障的原因大多是因为使用长杠杆、管钳或使用撞击工具致使手轮、手柄或报手损坏,还有就是手手柄或报手的紧固件松脱,以及手轮、手柄和扳手与阀杆连接件,如方孔、键槽或螺纹磨损不能传递扭矩。轮、预防和排除放料阀出现以上的故障,可采取以下措施:1、正确使用手轮、手柄和扳手,禁止使用长杠杆、管钳和撞击工具.2、连接手轮、手柄和扳手的紧固件丢失和损坏应配齐,对振动较大的放料阀以及容易松动的,紧固处应改为弹性垫圈等防松存3放料阀手轮、手柄和扳手连接处磨损应进行修复,对修复较困难的应采用粘接固定或进行更换.温州太科阀门科技有限公司为您提供 不锈钢法兰斜杆放料阀设备,期待为您设备!
放料阀阀体铸造工艺受到铸件尺寸、壁厚、气候、原材料和施工操作的种种制约,铸件会出现砂眼、气孔、裂纹、缩松、缩孔和夹杂物等各种铸造缺陷,尤以砂型铸造的合金钢铸件为更多,面对这些放料阀铸钢件缺陷我们应该如何处理?1、放料阀铸钢件缺陷判断在生产实践中,有些铸件缺陷不允许补焊,如贯穿性裂纹、穿透性缺陷(穿底)、蜂窝状气孔、无法去除的夹砂夹渣和面积超过65平方厘米的缩松等,以及双方合同中约定的其他不能补焊的重大缺陷。在补焊前应判断缺陷的类型。2、放料阀铸钢件缺陷剔剔除在工厂里一般可采用碳呱气刨吹去铸造缺陷,然后用手提角磨机打磨缺陷部位至露出金厘光泽,但生产实践中更多的是直接用碳钢焊条大电流除去缺陷,并用角磨机磨出金属光泽。一般铸件缺陷剔除可用<4mm-422焊条,160180A电流将缺陷除干净,角磨机将缺陷口打磨成U形,减少施焊应力。缺陷去除的彻底.补焊质量好。不锈钢法兰斜杆放料阀设备,就选温州太科阀门科技有限公司,欢迎客户来电!浙江气动斜杆放料阀种类
不锈钢法兰斜杆放料阀设备,就选温州太科阀门科技有限公司。福建不锈钢斜杆放料阀服务商
放料阀碳素钢和奥氏体不锈钢铸件,凡补焊部位的面积<1625mm2,深度《铸件厚度的20%或25mm,一般无需预热。但ZG15Cr1Mo1V、ZGCr5Mo等珠光体钢铸件,由于钢的率硬倾向大冷焊易裂,应作预热处理预热温度为200400(用不锈钢焊条补焊温度取小值),保温时间应不少于60min。如铸件不能整体预热,可用-乙快在缺陷部位并扩展20mm后加热至300-350C(背暗处目测观察微暗红色),大号割炬中性焰抢先在缺陷处及周边做园周快速摆动几分钟.然后改为缓慢移动保持10min(视缺陷厚度而定),使缺陷部位充分预热后,迅速补焊。福建不锈钢斜杆放料阀服务商