商机详情 -
吉林富士PLC编程外包软件
还可有少量模拟量输入/输出、算术运算、数据传送和比较及通信等功能,主要用于逻辑控制、顺序控制或少量模拟量控制的单机控制系统。中档PLC中档PLC除具有低档PLC的功能外,还具有较强的模拟量输入/输出、算术运算、数据传送和比较、数制转换、远程I/O、子程序及通信联网等功能;有些还可增设中断控制、PID控制等功能,适用于复杂的控制系统。PLCPLC除具有中档PLC的功能外,还增加了带符号算术运算、矩阵运算、位逻辑运算、平方根运算及其他特殊功能函数的运算、制表及表格传送功能等。PLC具有更强的通信联网功能,可用于大规模过程控制或构成分布式网络控制系统,进而实现工厂自动化。按I/O点数分类:根据PLC的I/O点数多少,可将PLC分为小型、中型和大型三类。小型PLC小型PLC的I/O点数小于256,具有单CPU及8位或16位处理器,用户存储器容量为4KB以下。例如:三菱FX0S系列。中型PLC中型PLC的I/O点数在256~2048。东莞协豪科技有限责任公司深耕自动化行业多年,是一家专业从事自动化产线、自动化设备软件解决方案的供应商,提供设备电气方案设计、PLC编程、机器人调试、视觉集成、Scada/Mes系统开发等一站式服务。方案涉及3C、锂电、包装、汽车、硅晶、线缆等各个行业。PLC是自动化工程里基本的应用领域,它取代了传统的继电器接触器的控制。吉林富士PLC编程外包软件

体现在容量和运算速度上)但大的区别还是体现在编程软件的思路和结构上个人认为三菱(日系的中品牌)PLC的软件至少落后西门子5年以上。大中型的暂且不说,就拿三菱比较有优势的小型机FX系列和西门子S7-200系列比较。1、三菱的编程软件从早期的FXGPWIN到近期的(我所知道新的),和所有的日系品牌一样,该软件的编程思路是自上而下的单一纵向结构,而西门子的MicroWIN则是纵向和横向兼备的结构,而且子程序支持局部变量,相同的功能只需要编一次程序即可,减少了开发难度和时间。2、S7-200一直以来支持强大的浮点运算,编程软件直接支持小数点输入输出,而三菱直至近年推出的FX3U系列才有此种功能,以前的FX2N系列的浮点功能都是假的。3、S7-200的模拟量输入输出程序非常简单方便,AD、DA值可以不需编程直接存取的,三菱的FX2N及其以前的系列都需要非常繁琐的FROMTO指令。FX3U如今倒支持此功能了,但足足晚了五年甚至更多。4、CPU226和CPU224XP,标准配置2个485口即PPI口,大通讯速度FX3U之前的所有系列都是一个可怜的422口,而且速度是。如果需要连个智能仪表什么的则必须另购FX2N0-485BD等特殊模块。5、CPU226的程序容量20K,数据容量14K,FX2N总共才8K.后来的3U倒是有所改进。江西台达PLC编程外包企业各品牌PLC编程外包、PLC控制柜安装接线。
三菱PLC在**市场常见的有以下型号:FR-FX1NFR-FX1SFR-FX2NFR-FX3UFR-FX2NCFR-AFR-QFX1S系列:三菱PLC是一种集成型小型单元式PLC。东莞协豪科技有限责任公司深耕自动化行业多年,是一家从事自动化产线、自动化设备软件解决方案的供应商,提供设备电气方案设计、PLC编程、机器人调试、视觉集成、Scada/Mes系统开发等一站式服务。方案涉及3C、锂电、包装、汽车、硅晶、线缆等各个行业,是100+自动化设备制造商的**软件方案供应商。公司注重标准化管理和作业,致力于在工业自动化软件集成领域打造一支规模大、标准化程度高的正规。且具有完整的性能和通讯功能等扩展性。如果考虑安装空间和成本是一种理想的选择。FX1N系列:是三菱电机推出的功能强大的普及型PLC。具有扩展输入输出,模拟量控制和通讯、链接功能等扩展性。是一款广泛应用于一般的顺序控制三菱PLC。FX2N系列:是三菱PLC是FX家族中**的系列。具有高速处理及可扩展大量满足单个需要的特殊功能模块等特点,为工厂自动化应用提供大的灵活性和控制能力。FX3U系列:是三菱电机公司新近推出的新型第三代三菱PLC,可能称得上是小型产品。基本性能大幅提升,晶体管输出型的基本单元内置了3轴高100kHz的定位功能。
以上只是天天自动化简单的分析步进电机的控制方式,可能与实际有出入,供各位同仁参考。伺服电机的动作与步进电机的一样,但要考虑伺服电机的内部电子齿轮比与伺服电机的减速比。有些事情说起来比较简单,但实际应用就有难度了。请大家在实际的工作中领悟其中的道理PLC编程入门编辑PLC是一种在工业中被应用的自动控制元件。然而PLC应用与编程人才短缺已经成为制约我国自动控制领域发展的瓶颈。通过学习PLC可编程控制器程序设计使学员掌握可编程序控制器的工作原理和PLC控制系统硬件软件的设计方法,可编写复杂的PLC程序,为从事PLC控制系统的设计、调试和改造工作打下基础。可以承担相关项目的设计与开发。让您由一位电工升级为货真价实的工程师![1]随着现代工业设备自动化,越来越多的工厂设备将采用PLC人机界面等自动化器件来控制,因此设备自动化程度越来越高。对设备的维护人员的技术要求越来越严格。作为一名合格的技术员,需要掌握的技能也越来越多,越来越全面性,以此来满足自动化的发展及要求,学习PLC编程一点也不难。有的初学者在理论上花了很多功夫,结果半年下来还是没有把PLC搞懂,其实他们只是缺少了一些PLC的实践经验。PLC程序开发、改造,承接电气自动化外包项目。
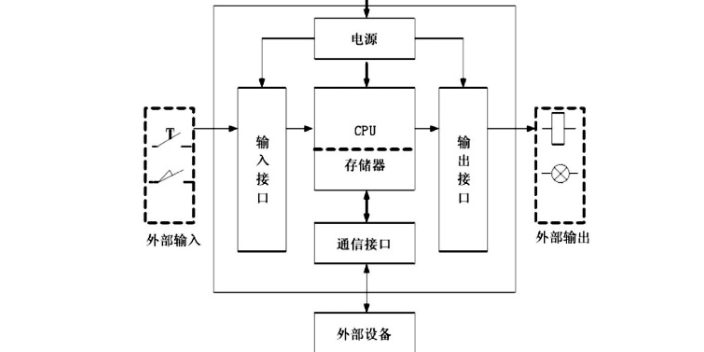
什么是PLC系统,PLC系统基础PLC的发明取代了传统的控制面板,其操作依赖于基于工业控制系统中的定时器的电磁逻辑继电器。PLC能够连续监测来自传感器的输入,并根据程序产生输出决定以操作执行器。每个PLC系统至少需要这三个模块:一、CPU模块二、电源模块三、一个或多个I/O模块CPU模块CPU模块由一个处理器及其内存组成。处理器负责进行所有必要的计算和数据处理,接受输入并产生适当的输出。内存包括ROM和RAM内存。ROM存储器包含操作系统,驱动程序和应用程序,而RAM存储用户编写的程序和工作数据。这些PLC使用保持性存储器来保存电力供应中断或失败时的用户程序和数据,并恢复用户程序的执行。因此,这些PLC不需要每次都使用键盘或显示器来重新编程处理器。保持性存储器可以使用长寿命电池,EEPROM模块和闪存方法来实现。总线或机架在一些模块化的PLC中,在CPU和其他I/O模块等所有模块插入相应插槽的电路背板中提供了总线或机架。该总线使CPU和I/O模块之间的通信能够发送或接收数据。该通信是通过根据总线上CPU模块的位置寻址I/O模块来建立的。假设,如果输入模块位于第二个插槽中,则地址必须是I2:(作为第二个插槽的个通道)。某些总线为I/O模块电路提供必要的电源。东莞协豪科技专注于工业程序设计、界面设计、电气布局、程序外包等领域。天津三菱PLC编程外包企业
PLC作为新的产业控制器,在小型、功能齐全、价格低廉等方面都具有独特的优点,广泛应用于各种领域。吉林富士PLC编程外包软件
注:模拟输入的配线的要求1、使用**双绞线,但不连接**层。2、当一个输入不使用的时候,将VIN和COM端子短接。3、模拟信号线与电源线隔离(AC电源线,高压线等)。4、当电源线上有干扰时,在输入部分和电源单元之间安装一个滤波器。5、确认正确的接线后,首先给CPU单元上电,然后再给负载上电。6、断电时先切断负载的电源,然后再切断CPU的电源。PLC编程算法三脉冲量的计算脉冲量的控制多用于步进电机、伺服电机的角度控制、距离控制、位置控制等。以下是以步进电机为例来说明各控制方式。1、步进电机的角度控制。首先要明确步进电机的细分数,然后确定步进电机转一圈所需要的总脉冲数。计算“角度百分比=设定角度/360°(即一圈)”“角度动作脉冲数=一圈总脉冲数*角度百分比。”公式为:角度动作脉冲数=一圈总脉冲数*(设定角度/360°)。2、步进电机的距离控制。首先明确步进电机转一圈所需要的总脉冲数。然后确定步进电机滚轮直径,计算滚轮周长。计算每一脉冲运行距离。后计算设定距离所要运行的脉冲数。公式为:设定距离脉冲数=设定距离/[(滚轮直径*)/一圈总脉冲数]3、步进电机的位置控制就是角度控制与距离控制的综合。吉林富士PLC编程外包软件