商机详情 -
浙江海水NTC温度传感器直销价格
NTC负温度系数热敏电阻专业术语零功率电阻值RT(Ω)RT指在规定温度T时,采用引起电阻值变化相对于总的测量误差来说可以忽略不计的测量功率测得的电阻值。电阻值和温度变化的关系式为:RT=RNexpB(1/T–1/TN)RT:在温度T(K)时的NTC热敏电阻阻值。RN:在额定温度TN(K)时的NTC热敏电阻阻值。T:规定温度(K)。B:NTC热敏电阻的材料常数,又叫热敏指数。exp:以自然数e为底的指数(e=2.71828…)。该关系式是经验公式,只在额定温度TN或额定电阻阻值RN的有限范围内才具有一定的精确度,因为材料常数B本身也是温度T的函数。NTC温度传感器采用先进的技术,响应速度快,能够迅速捕捉温度变化,帮助用户及时做出调整。浙江海水NTC温度传感器直销价格

作为已经被应用了几十年的器件,NTC热敏电阻几乎已经成为温度传感里默认选择的部件。相对于一些金属类温感材料,一来NTC的成本不高,二来加工也并不繁琐。重要的是NTC在响应速度与精度很有优势。从NTC的电阻与温度(R-T)特性曲线上可以很明显地看出,它对于温度高度敏感。NTC的NTC热敏电阻的电阻温度系数在每1℃降低3至5%左右,相比于其他金属电阻值每1℃只有几个百分点变化,可以看出NTC热敏电阻即使温度变化很小也表现出很大的电阻变化。在需要检测微小温度变化的应用里,NTC热敏电阻比其他类型材料更适合检测温差的细微变化,而且灵敏度足够。广东超小NTC温度传感器厂商NTC热敏指数(材料系数)B值3435 标称阻值10Ω±3%。

150℃耐热性MF58系列(R25)±3%,±5%(B25/50)±3%型号阻值B值B值R25B25/50B25/85MC-MF58-103**为10kΩ3,465K3,502KMC-MF58-203**20kΩ的3,965K4,016KMC-MF58-503**50k欧姆3,770K3,820K产品材料:环氧树脂防水封装稳定性高使用白色铁氟龙高温线黄铜采用不锈钢管安装外壳产品参数:电阻值:R(100°C)=3.3kΩ±2.5%R25℃=49.12KΩB(0°C/100°C)=3970K±2%工作温度范围:-20至120°C耐电压:1800VAC,3秒应无闪烁或击穿绝缘电阻:500MDC,100MΩ
三.明确设计所需温度下的电阻值(零功率电阻值)RT和材料常数-B值(一)零功率电阻值RT(Ω)RT电路设计规定温度T下所需的电阻值。零功率电阻值指采用引起电阻值变化相对于总的测量误差来说可以忽略不计的测量功率测得的电阻值。(二)材料常数-B值材料常数(热敏指数)B值(单位是:开尔文温度K)。可以形象的大概理解为NTC热敏电阻器/温度传感器随温度升高而下降的斜率。确定B值便确定了阻值-温度曲线。四.明确需要的响应速度――热时间常数τ热时间常数τ通俗的说就是标示NTC热敏电阻器/温度传感器感测温度的灵敏度。在零功率条件下,当温度发生突变时,热敏电阻体温度变化了始末温度差的63.2%所需的时间。选择合适的τ:τ值直接反映NTC测量温度的响应速度,但不是越小越好,确定τa值需要比较与权衡。因为τ值与它的封装尺寸有关,NTC的封装尺寸小,则τa值小,机械强度低;封装尺寸大,则τa值大,机械强度高。五.了解耗散系数δ⊙常用阻值: 25℃2k欧姆,10k欧姆,49k欧姆,50k欧姆,100k欧姆,200k欧姆,231.5k欧姆等。。
五金车削件五金车削件是用车床来加工。一般材质为铜、铝、不锈钢。车削加工原理就是利用工件的旋转运动和刀具的直线运动或曲线运动来改变毛坯的形状和尺寸,把它加工成符合图纸的要求。五金无缝焊件无缝焊接原理是气体保护电弧焊简称气体保护焊或气电焊,它是利用电弧作为热源,气体作为保护介质的熔化焊。在焊接过程中,保护气体在电弧周围造成气体保护层,将电弧、熔池与空气隔开,防止有害气体的影响,并保证电弧稳定燃烧。气体保护焊,可以按电极的状态、操作方式、保护气体种类、电特性、极性、适用范围等不同加以分类。五金冲压、冷压件五金冲压、冷压件的原理就是金属板材在室温下在一定压力以及器械下折弯或压制成具有一定形状、尺寸、强度的零件。我们常见的地环外壳就是冲压件。⊙标称阻值:R25(25℃):(常用)1.5K,2K,5K,10K,20K,30K,47K,50K,100K,200K,500K等。江苏国产NTC温度传感器厂家现货
⊙B值公差: ±1%、±2%。浙江海水NTC温度传感器直销价格
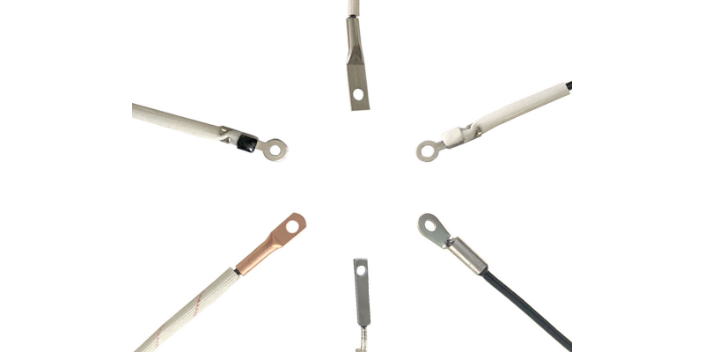
NTC温度传感器的外壳主要分为五金外壳和非五金外壳,五金外壳是NTC温度传感器的常用外壳,五金外壳分为五金拉伸件,五金车削件,五金无缝焊件,五金冲压、冷压件四种。五金拉伸件五金拉伸件,一般材质为铜、铝、不锈钢。拉伸定义:拉伸是利用拉伸模具将平板毛坯压制成各种开口的空心工件,或将已制成的开口空心件加工成其他形状空心件的一种冲压加工方法,拉伸也叫拉延。其形变过程是:随着凸模的不断下行,留在凹模端面上的毛坯外径不断缩小,圆形毛坯逐渐被拉进凸、凹模间的间隙中形成直壁,而处于凸模下面的材料则成为拉深件的底,当板料全部进入凸、凹模间的间隙里是拉深过程结束,平面毛坯就变成具有一定的直径和高度的杯形件。五金车削件五金车削件是用车床来加工。一般材质为铜、铝、不锈钢。车削加工原理就是利用工件的旋转运动和刀具的直线运动或曲线运动来改变毛坯的形状和尺寸,把它加工成符合图纸的要求。浙江海水NTC温度传感器直销价格