商机详情 -
新厂智能工厂规划排行
智能工厂规划是一项复杂的任务,需要综合考虑生产流程、设备自动化程度、IT系统、数字化技术等多方面因素。以下是智能工厂规划的新的方法论:1.基于数字化双胞胎的智能工厂规划。数字化双胞胎是指通过数字技术将工厂在现实世界中的运行过程完整地复制到数字世界中,实现数字和物理世界的一一映射。在数字化双胞胎的基础上,可以通过模拟和优化的方法,对工厂进行规划和改进。2.智能化生产流程优化。通过对生产流程的数字化重构和优化,提高生产效率和质量。其中,可以应用物联网、云计算、大数据等技术,实现设备间的联网和协同,优化生产计划和调度,提高设备利用率。3.面向数据的智能制造。通过数据采集、分析和处理,实现智能制造过程的优化和控制。其中,数据采集可以通过传感器、RFID等设备实现;数据分析可以应用人工智能、机器学习等技术实现;数据处理可以应用大数据、云计算等技术实现。4.数字化生产线。通过应用数字化技术,实现生产线的智能化和自动化。其中,可以应用工业机器人、自动化设备等技术实现生产线的自动化;可以应用数字化双胞胎、工业互联网等技术实现生产线的智能化。大数据分析在智能工厂中扮演关键角色,提高决策制定的准确性。新厂智能工厂规划排行
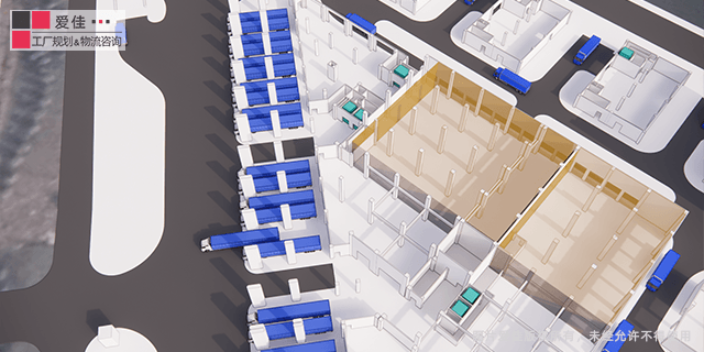
智能工厂的厂区大物流规划需要考虑多个因素,包括物流流程、物料分类、物流路径、仓储设计等等。下面列举一些常见的智能工厂厂区大物流规划的方法和技术:物流流程优化:通过对工厂的物流流程进行分析和优化,可以将不必要的物流环节和非价值增加的步骤剔除,从而提高物流效率。智能AGV:智能AGV是智能物流系统中的一种无人驾驶小车,可以根据设定的路径和指令,自主完成物流运输任务。使用智能AGV可以实现物流运输自动化,提高物流效率。WMS系统:WMS是指仓库管理系统,它可以帮助企业实现仓库货物信息管理、库存管理、入库、出库等功能。在智能工厂的物流规划中,WMS系统可以帮助企业实现仓库物料的精细管理,提高物流效率。RFID技术:RFID技术是指利用无线电波自动识别物品信息的技术。在智能工厂的物流规划中,可以使用RFID技术实现物流运输信息的实时监控和跟踪。物料分类:在物料管理中,将物料进行分类、标识和编码,可以使物流运输更加精细化和高效化。物流路径规划:通过对工厂物流路径进行规划和优化,可以降低物流成本,提高物流效率。路径规划可以利用专业的软件进行模拟和仿真,进行数据分析和优化设计。智能工厂规划专业团队我们在智能工厂规划方面拥有多年的经验,可以帮助您实现高度自动化的生产环境。
智能工厂是指利用先进的信息和通信技术、自动化和数字化技术,实现生产流程的智能化和自动化的工厂。相比于传统的工厂,智能工厂具有以下优势:生产效率高:智能工厂利用自动化和数字化技术,可以将生产流程实现智能化,有效提高生产效率和生产质量。例如,利用智能化生产线和智能化机器人,可以实现生产过程的连续化、快速化和高效化,从而提高生产效率。成本降低:智能工厂可以实现生产流程的自动化和数字化,降低了人工成本和生产成本。例如,利用智能化机器人和自动化生产线可以减少人工参与,降低人工成本;同时,利用智能化设备和数字化技术,可以优化生产流程,降低生产成本。质量稳定:智能工厂可以实现生产流程的智能化和自动化,可以提高产品的一致性和质量稳定性,降低产品的不良率。生产周期短:智能工厂可以利用数字化技术,实现生产过程的实时监控和控制,从而可以缩短生产周期,提高生产效率。可持续发展:智能工厂利用数字化和自动化技术,可以实现资源的有效利用和能源的节约,从而实现可持续发展。综上所述,智能工厂具有高效、低成本、质量稳定、周期短、可持续发展等优势。
智能工厂的系统架构通常分为三个层级:应用层:应用层是智能工厂的较上层,它主要包括生产计划调度、物流管理、质量管理、生产监控等功能。应用层通过收集下层数据,将其整合和分析后,向上层决策者提供合理的决策依据。应用层还能通过人工智能技术,预测生产需求和市场变化,实现智能生产调度。控制层:控制层是智能工厂的中间层,它主要负责生产过程控制、设备调度和数据采集等任务。控制层包括工厂自动化控制系统、物联网设备、传感器等。控制层的任务是通过实时监控和控制生产过程,实现生产的自动化和数字化。控制层的数据可以被应用层和底层系统共享,实现整个生产过程的优化和协调。底层层:底层层是智能工厂的比较低层,它包括生产设备、物料和运输设施等。底层层的任务是通过物联网技术和传感器等,实现设备、物料和运输设施之间的数据互联,为控制层和应用层提供实时数据支持。智能工厂的系统架构使得企业能够对生产过程进行实时监控和优化,提高生产效率和质量,降低生产成本和能源消耗。同时,智能工厂的系统架构也能够帮助企业应对市场变化和客户需求的变化,提高企业的竞争力。智能工厂规划需要考虑供应链数字化双生模型,以优化整个供应链生态系统。
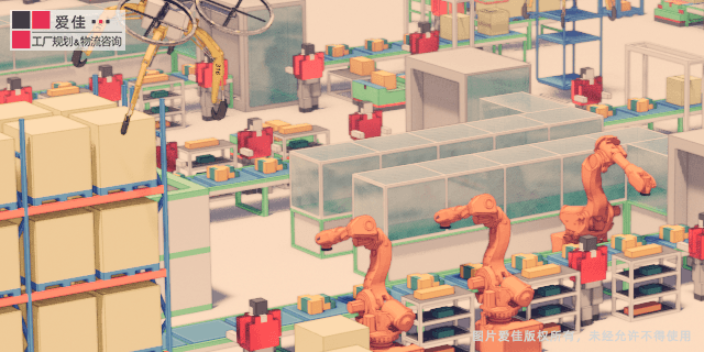
智能工厂规划:带领制造业变化的创新之舞随着科技的飞速发展和制造业的深度融合,智能工厂正逐步成为制造业转型升级的重要趋势。智能工厂规划作为带领制造业变化的关键策略,不仅提升了生产效率和产品质量,还为企业带来了更广阔的发展空间。让我们一同走进智能工厂规划的世界,探索创新的未来。创新技术带领未来制造智能工厂规划倚仗着创新技术,带领着制造业的演变。从物联网、人工智能到大数据分析,这些技术的融合使得智能工厂具备了自主决策、自动化操作和高度连接的能力。智能机器人在生产线上舞动,自动导引车在仓库中穿梭,无人机用于库存盘点,这些都成为了现实。技术的进步不仅提高了生产效率,还大幅减少了人为错误,为企业创造了巨大的价值。精细化管理提升生产效率智能工厂规划强调精细化管理,从供应链到生产流程,每个环节都被精细计划和监控。通过实时数据分析,企业可以迅速发现问题和机会,及时做出调整。生产计划能够更加准确地匹配市场需求,库存水平得以优化,生产效率得到明显提升。智能工厂规划旨在大幅地提高资源利用效率,减少废品率,并实现可持续制造。中国智能工厂规划品牌
智能工厂可以适应不断变化的生产需求,实现灵活生产。新厂智能工厂规划排行
尽管智能工厂具有很多优势,但它们也存在一些弱势,包括以下几个方面:高成本:智能工厂的建设需要大量的资金投入,包括设备、技术、人力等方面,对于中小型企业而言,建设成本可能较高,难以承担。技术复杂性:智能工厂所涉及的技术比较复杂,需要掌握多项新技术,例如物联网、大数据、云计算、人工智能等,对于企业来说,需要花费大量的时间和精力进行技术研发和应用。维护难度:智能工厂的设备、系统和技术需要进行持续的维护和更新,需要具备专业的技术人员进行维护和修复,如果缺乏专业人员,则可能导致系统出现故障,影响生产效率。数据安全风险:智能工厂中涉及大量的数据和信息,包括产品设计、工艺流程、信息等,如果数据被窃取或泄露,则可能导致企业的商业机密和声誉受到影响。柔性生产能力有限:目前智能工厂主要应用于大批量、标准化生产,对于小批量、高变异的产品,柔性生产能力还有待提高,需要继续研究和改进智能工厂技术。综上所述,智能工厂在应用过程中还存在一些弱势,需要企业在建设和运营过程中认真分析和应对,克服这些弱势,才能更好地发挥智能工厂的优势,提高生产效率和竞争力。新厂智能工厂规划排行