商机详情 -
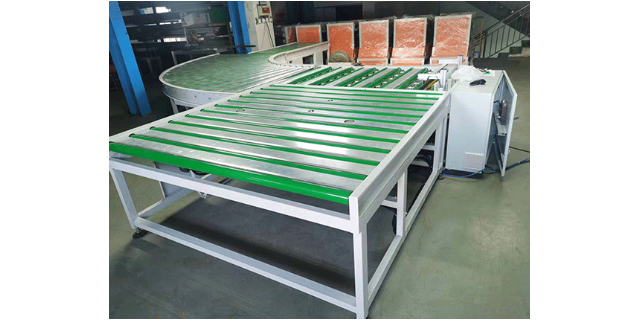
云南链板式输送机选购
皮带输送机具备供气量大、构造简易、检修便捷、构件规范化等优势,宽泛运用于矿山开采、冶金工业、煤碳等制造行业,用于运输疏松原材料或成物品,依据运输加工工艺规定,可每台运输,也可几台构成或与其他输送机械设备构成水准或歪斜的运输系统软件,以考虑不一样布局形式的作业须,皮带输送机适用运输表观密度低于1.67/吨/立方,便于掏取的粉末状、颗粒状、小小块的低磨琢性原材料及成袋原材料,如煤、砂砾石、砂、混凝土、有机肥、谷物等。被送原材料溫度低于60℃。其机长及装配线方式可依据客户规定明确,传动系统能用电滚筒,也能用带驱动器架的驱动器设备。带式输送机是一种常见的输送机类型,输送机通过带式传动将物料从起点输送到终点,适用于各种物料的输送。云南链板式输送机选购
双螺旋输送机就是有两根分别焊有旋转叶片的旋转轴的螺旋输送机。说白了,就是把两个螺旋输送机有机的结合在一起,组成一台螺旋输送机。螺旋输送机旋转轴的旋向,决定了物料的输送方向,但一般螺旋输送机在设计时都是按照单项输送来设计旋转叶片的。当反向输送时,会较大降低输送机的使用寿命。斗式提升机利用均匀固接于无端牵引构件上的一系列料斗,竖向提升物料的连续输送机械。斗式提升机具有输送量大,提升高度高,运行平稳可靠,寿命长明显优点,本提升机适于输送粉状,粒状及小块状的无磨琢性及磨琢性小的物料,如:煤、水泥、石块、砂、粘土、矿石等,由于提升机的牵引机构是环行链条,因此允许输送温度较高的材料(物料温度不超过250℃)。一般输送高度较高可达40米。广州网带输送机选型输送机可以适应不同的工作环境,如高温、低温、潮湿等,具有较强的适应性。
输送机常见故障:常见故障:输送带跑偏,故障原因分析:机架、滚筒没有调整平直;托辊轴线与输送带中心线不垂直;输送带接头与中心线不垂直,输送带边呈S型;装载点不在输送带中心(偏载)。处理方法:调整在机架或滚筒,使之保持平直;利用托辊调位,纠正输送带跑偏;重新做接头,保证接头与输送带中心垂直;调整落煤点位置。满负荷时,液力偶合器不能传递额定力矩,故障原因分析:液力偶合器油量不足。处理方法:加油(当双电机驱动时,必须用电流表测量两电动机。通过调查充油量使功率趋向一致。)常见故障:减速器过热,故障原因分析:减速器中油量过多或太少;油使用时间过长;润滑条件恶化,使轴承损坏。处理方法:按规定量注油;清洗内部,及时换油修理或更换轴承、改善润滑条件。
输送机各设备安装后精心调试输送机,满足图样要求。各减速器,运动部件加注相应润滑油。安装输送机达到要求后各单台设备进行手动工作试车,并结合起来调试输送机以满足动作的要求。调试输送机的电气部分。包括对常规电气接线及动作的调试,使设备具备良好性能,达到设计的功能和状态。跑偏原因:带式输送机运行时输送带跑偏是较常见的故障之一。跑偏的原因有多种,其主要原因是安装精度低和日常的维护保养差。安装过程中,头尾滚筒、中间托辊之间尽量在同一中心线上,并且相互平行,以确保输送带不偏或少偏。另外,带子接头要正确,两侧周长应相同。输送机可以根据需要进行水平、倾斜或垂直输送,适应不同的生产场景。

输送机支架焊条电弧焊的焊接方法:运条:焊条沿焊接方向移动---随着焊条的不断熔化,逐渐形成一条焊道。若焊条移动速度太慢,则焊道会过高、过宽、外形不整齐,焊接薄板时会发生烧穿现象;若焊条的移动速度太快,则焊条与焊件会熔化不均匀,焊道较窄,甚至发生未焊透现象。焊条移动时应与前进方向成70—80度的夹角,以使熔化金属和熔渣推向后方,否则熔渣流向电弧的前方,会造成夹渣等缺陷。运条是焊接过程中较重要的环节,它直接影响焊缝的外表成形和内在质量。电弧引燃后,一般情况下焊条有三个基本运动:朝熔池方向逐渐送进、沿焊接方向逐渐移动、横向摆动。焊条朝熔池方向逐渐送进---既是为了向熔池添加金属,也为了在焊条熔化后继续保持一定的电弧长度,因此焊条送进的速度应与焊条熔化的速度相同。否则,会发生断弧或粘在焊件上。皮带输送机应依据应用标准挑选型号规格,构造,规格型号和叠加层数。甘肃悬挂输送机采购
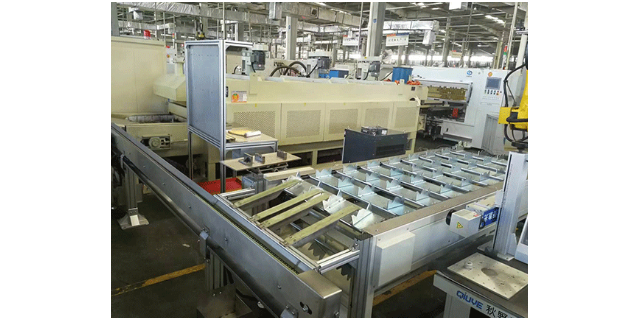
输送机可以应用于各种行业,如矿山、建筑材料、化工、食品加工等,满足不同行业的输送需求。云南链板式输送机选购
输送机一般按有无牵引件来进行分类:具有牵引件的输送机一般包括牵引件、承载构件、驱动装置、张紧装置、改向装置和支承件等。驱动装置给输送机以动力,一般由电动机、减速器和制动器(停止器)等组成;张紧装置一般有螺杆式和重锤式两种,可使牵引件保持一定的张力和垂度,以保证输送机正常运转;支承件用以承托牵引件或承载构件,可采用托辊、滚轮等。牵引件用以传递牵引力,可采用输送带、牵引链或钢丝绳;承载构件用以承放物料,有料斗、托架或吊具等。云南链板式输送机选购