商机详情 -
安徽主动测量仪厂家
马波斯一直致力于研发工艺设计以提高自动机床的效率以及使用了此工艺设计的生产流程的质量,对于所有测量要求而言是一位可靠和有能力的合伙人。在曲轴检查领域,FenarL系统是测量主轴承轴颈直径与轴承销轴颈直径的理想选择。它的机械配置的设计使得能够采用相同测量仪器监控被加工的直径值,无论零件是围绕着主轴颈的几何轴旋转还是围绕着旋转主轴的销轴承轴颈的轨道旋转。此解决方案使得现代曲轴磨床能够实现很高的灵活度与精确度,从而使得它在***的市场中变得与众不同。可执行各种控制类型,具有更复杂的周期和更大的外部信息交换。安徽主动测量仪厂家

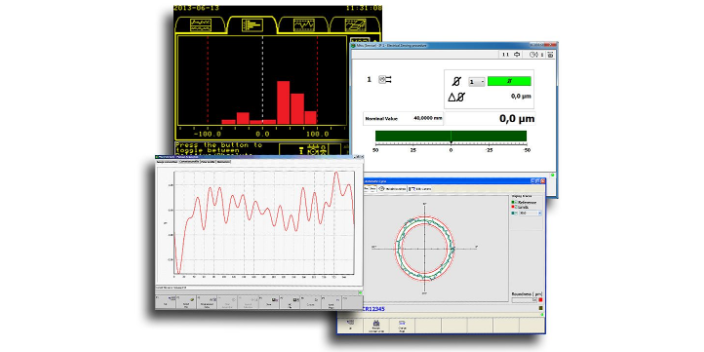
基于嵌入式技术的量表计算机,Merlin是量表计算机领域的基准产品,在收集用于优化工业生产分析和监控过程的数据时,它**了一种久经考验和值得信赖的解决方案。基于Windows嵌入式操作系统,Merlin构成了各种紧凑、易于使用设备的基础,对于手动测量应用而言,这是一种理想的选择。它能够按照Cp与Cpk计算执行SPC检测,并连同直方图与控制图。可将它用于管理数个生产批次和用户,且它包括多语言支持。可将Merlin用于管理许多零件类型以及确定测量批次,以简化生产认证与监控。专门设计的用户界面**简化了系统设置、程序定义与批次管理程序。Merlin是专为简单手动操作而设计,并支持主要的马波斯测量设备以及数字第三方设备,其功能特征体现在RS232、USB、以太网与蓝牙连接选项。Merlin可通过实时分析变量(控制图、机床与加工能力)相关数据而进行统计过程控制,并通过CSV与qs-STAT®兼容格式存储在数据中。天津 内圆磨床在线测量仪精度用于平衡砂轮:预平衡砂轮的循环、带有一个或两个平衡头的自动平衡循环和机器振动映射循环。
Marposs无线手柄利用蓝牙无线技术克服了手动测量仪器中的电缆管理问题。该信号从电子或机械测量仪表头发送到Marposs数据显示和处理单元之一。坚固可靠的I-Wave手柄,即使在**恶劣的环境下,也可用于操作员的手动测量。所有螺纹为M10、M6或M3.5的测头都可以用适配器轻松安装。星形锁系统进一步增加了手柄的多功能性,该系统允许快速更换仪表头,以实现测头互换性。多波手柄采用蓝牙技术,管理用于同时测量多个截面的多传感器电子测头,检查不同高度的孔的直径和其他几何形状(椭圆度、锥度等)。它可以编程使用的传感器数量(**多7个)或设置其他重要参数与特定的软件。一旦定义了配置参数,它们就会通过蓝牙发送到手柄,然后保存在内存中。所有手柄都可以通过蓝牙将测量数据传输到一个Marposs电子设备,如Nemo、Merlin、MerlinPlus、E9066或10米范围内的任何PC。
对于磨床上的尺寸控制,P3ME电子单元**着一种精确、可靠、经济与紧凑的解决方案。当连接到马波斯测量头时,P3ME可在整个磨削过程中定位零件并控制零件尺寸。当连接到马波斯测量头时,P3ME可在各种机床类型中定位零件并控制零件尺寸。测量仪测量了磨削过程中远离的零件余量。操作员可实时查看模拟仪表与数字显示器,以获取零件状态,且LED灯的设置向机床控制系统呈现了信号以管理砂轮进给。我们的系统范围可抵抗严酷的环境,同时会与研磨用磨料、金属粒子、切削油以及侵蚀冷却液直接接触。保证并维持稳定的生产力。实时检查磨削期间的零件质量砂轮磨损补偿优化周期时间生产的零件在公差范围内将操作员影响尽可能减小与机床逻辑集成主动测量仪软件,请联系马波斯测量科技。
即便在**复杂的操作环境中,光学传输接触式测头可使机械加工中心更有效率并且提高了自动化程度,从而缩短周期时间以及降低报废件百分比。零件定位与对准操作使得用户不再需要对零件进行任何操作。除自动化的零件尺寸检测外,马波斯SW还为机床CN提供了后来机械加工流程所需的所有反馈。由于适当优化的软件周期和易于理解的图形界面,操作员/机器集成过程是即时的。VOS系统的设计目的是为机床提供所有必要的反馈,以便直接干预零件加工过程,减少废品数量。该系统还可以连续监测刀具的磨损情况,以提高加工效率。调制光传输系统保证了对干扰的高抗扰度,并使在同一工作区域管理多达4个探头成为可能。因此,3轴或5轴机床**了该系统的理想环境,在这种环境下,可以使用同一接收器同时执行零件检查和刀具检查。Marposs软件循环的设计目的是优化VOS系统的性能规范和循环时间,同时还消除了未安装测量设备的机器上可能出现的手动错误。专门设计在作业环境中直接与冷却剂和其它侵蚀剂接触的所有机械加工零件,给电子设备提供了合适保护等级。内蒙古数控机床测量仪安装
马波斯是相当有实力的数控机床测量仪厂家。安徽主动测量仪厂家
为提高市场上可获取的磨床生产的工件质量,需要一个控制系统控制作业周期工件的尺寸。在马波斯进行的各种测量中采用的各类**设备中,P7ME是难得的全数字设备,其主要功能是连接并管理马波斯多年生产的所有类型的测量头。P7ME是一个模块化设备,其尺寸与性能的配置涉及到需要使用的测量头数量以及特殊机床周期控制。E是由一个协调并管理不同选项卡/功能的标准件卡构成,采用机床和操作员界面的逻辑控制通信模式。终端用户关心的是可获取的不同周期的程控,其将决定并指定加工前、加工中与加工后监控的参数与特征。E可自动获取工件的直径或长度值,分析噪声,将程控阈值与各种值比较,以便操作员/机床做出决定。安徽主动测量仪厂家