商机详情 -
泰州精密测长机定制
那么我们在实际应用中该如何选择呢?对于只需要保证配合的情况下或低精度的螺纹可直接利用螺纹校对量规进行检验即可,而且经济性好。如果对螺纹质量要求比较高或比较重要的场合,则需要用螺纹扫描仪对螺纹环规的单项参数进行测量,但这种方法成本高。在经济许可的情况下也可利用测长机测量单一中径,该方法对于螺纹环规种类较多的情况下存在一定优势,而且可以在一定程度上控制螺纹的质量。大型工件在制造过程中,面临着各式各样的检测任务,大尺寸测量技术成为现代测试技术的一个越来越重要的分支,为提高大尺寸工件静态几何量的检测精度,将激光干涉仪与传统测长机相结合,提出两种基于激光干涉技术的大尺寸高精度的测量方法。通过对两种测量方法的不确定度理论分析和实验比对,验证方法的准确度和可行性。一方面激光干涉仪传统的动态测量转换为高精度的静态量检测,拓展了激光干涉仪的应用领域,同时弥补了测长机在测量能力方面的不足,提高了测长机的测量精度和检测效率。万能测长仪批发价是多少?泰州精密测长机定制

光栅测长机示值误差的校准,与光学机械式分米精度的校准方法是相同的,只是判断的要求不同。量块是几何量计量领域里使用广和准确度较高的实物标准量具之一。量块是由两个相互平行的测量面之间的距离来确定其工作长度的高准确度量具。激光具有较高的单色性、方向性以及相干性强等特点,它是用激光光束作为测量基准,测量精度高。目前已被广用于大量程测量设备的示值校准。弥补了量块、高等别线纹尺等实物标准量具,测量范围的有限,也提高了校准工作的效率。盐城UHV小型测长仪定做我们的测长机产品具有多种测量模式和功能,能够适应不同的测量需求和应用场景。

万能测长仪的调整与维修如下:基座导轨直线度超差,基座导轨磨损、不清洁、有毛刺等缺点易造成基座导轨直线度超差。【调修方法】首先把导轨清洗干净,并用天然油石打去毛刺,进行再次检查。如仍不能消除时,则应把测座、尾座工作台从基座上卸下,并用用的一级平板对导轨进行刮研。刮研后导轨上应均匀地布满点子,25mm2内不得少于10~15点。认为满意后装配,并进行修后检查。检定规程要求此项不超过15"。修后的导轨将头座、尾座移开100mm后,两测头轴线的平行度用100mm量块检定时,平行度不超过0.3um。
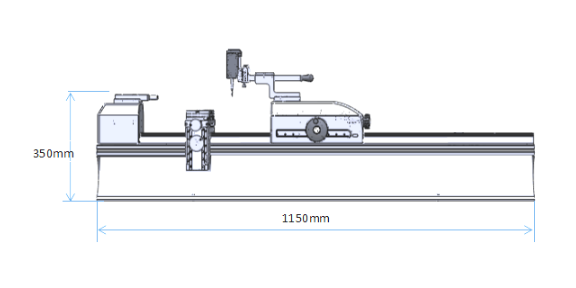
测量步骤①将标准环规装夹在工作台上,调整测长仪头、尾架位置,使大测钩的测头与标准环规有效接触,见图4-1;②寻找转折点将标准环规找正,获得个测量值X1=0.0000;③卸下标准环规,将被测环规装夹在工作台上,找正被测环规后,见图4-2。获得第二个测量值X2=21.1453。④被测环规的孔径实际尺寸Ds为:Ds1=Db+│X2-X1│=50.0009+21.1453=71.1462(mm)此时,测量软件会将测结果呈现在测量结果显示区用基准挡块与三等量块组合成标准尺寸新天JD25-C数据处理测长仪有一种附件叫“基准挡块”,见图6。它的主要用途是与量块组合,形成与被测光面环规孔径名义尺寸相同的值,以减小测量误差。上海测长机维修服务哪家好?
万能测长仪工作台面与测量轴线的垂直度不超过1。【万能测长仪检定方法】用尺寸为100mm×63mm的零级直角尺检定。万能测长仪检定时,将分度值为。将直角尺安置于工作台面上,调整测微表,使测量头与直角尺长边工作面接触,并使测微表的示值于零位或其邻近的某一值。移动测量轴100mm后,读取测微表的示值变化量a1。然后将直角尺沿工作台面转变90o方位。按上述方法检定,并读取测微表的示值变化量a2。万能测长仪工作台面与测量轴线的垂直度△按式()计算求得,即基座导轨的直线度不超过15。【万能测长仪检定方法】用分度值不大于1"的自准直仪检定。万能测长仪检定时,将被检仪器放置在稳固的基体(如金属板)上,自准直仪安装在仪器的一侧,并与仪器在同一基体上,移动尾座至导轨右端,并在尾座上安装一平面反射镜,取下测量座,调整自准直仪,使其与反射镜处在同一轴线上,这时可根据由平面反射镜反射回来的像进行对准和读数。移动尾座至仪器右侧导轨的中间和左端,并按自准直仪读数,再将尾座移放到仪器左侧导轨的右端、中间和左端位置上,依次按自准直仪读数。导轨的直线度以任意两读数的比较大差值确定。万能测长仪这一检定,需要在导轨的垂直方向和水平方向上进行。我们的售后服务团队会提供24小时的紧急支持,以解决客户在紧急情况下遇到的问题。安徽万能测长仪定制价格
我们的专业维修团队随时待命,确保在客户需要维护或修理时能够及时响应并解决问题。泰州精密测长机定制
万能测长仪测力的正确性【要求】在测量轴上加三片重量片时,测力应在(2±0.2)N范围内。【万能测长仪检定方法】将限止杆固定于上位置,在测量杆上安装球面测帽。在测量轴的上方加三片重量片后,用测力计与球面测帽相接触,同时在测力计上读数。测力的检定应至少在毫米刻度尺的上、下限和中间三个位置上进行。示值变动性【万能测长仪要求】当测量外尺寸时不超过0.3um;测量内尺寸时不超过0.5um。【万能测长仪检定方法】在测量杆上安装球面测帽。移动测量轴,使其测量杆上的球面测帽与尾管测量杆上的球面测帽相接触,并将球面测帽调至正确状态。工作台微分筒的示值误差以显微镜读数中的比较大值与小值之差确定。确定示值误差时,对玻璃刻度尺的偏差应进行修正。回程误差以同一受检点上在正向和反向行程检定时的读数差确定。测量轴和尾管的同轴度【万能测长仪要求】不超过0.2mm。【万能测长仪检定方法】将直径为φ8mm的用平面测帽安装在测量轴和尾管的测量杆上,移动测量轴,使两测帽相接触,借助尾管测量杆的径向调整螺钉,将两测帽的测量面调至平行。然后用千分尺测量两测帽的偏移程度。尾管测量杆径向调整机构的不稳定性。泰州精密测长机定制