商机详情 -
江苏软硅胶模制样耗材性价比高
制样耗材,切割片在使用过程中常见的问题,.切割时震动严重在使用砂轮片时常发现有震手现象,甚至切台抖动而不能切割。原因有如下几点:砂轮片静平衡超标、砂轮片发生“软片”(组织断裂)、砂轮片平面度差、切台轴磨损等原因。切割后工件毛刺严重在有些切割场合特别是切割不锈钢薄壁管时,要求切割后工件尽量无毛刺以减少后道工序的工作量,就此要求我谈谈自己的看法。首先,在了解毛刺产生的原因之前我们要先简单了解一下切削原理:在切割过程中由于磨粒和工件剧烈磨擦而使切削区温度很高,这会造成工件产生应力和变形,甚至造成工件表面烧伤,而切削过程中所消耗的能量几乎全部转变为切削热。试验研究表明,切削热约有60~85%进入工件,10~30%进入砂轮片,0.5~30%进入切屑,另有少部分以传导、对流和辐射形式散出,切削区的平均温度约为600~1000℃,至于瞬时接触点的最高温度可达工件材料熔点温度。制样耗材金相切割冷却液,该产品无毒、无味、无污染,为环保型安全产品。江苏软硅胶模制样耗材性价比高

制样耗材金刚石切割片,烧结金刚石切割片是先把金刚石和粘结剂经过混合压制烧结之后镶在锯片上的,是多层金刚石。切削的时候外面一层金刚石磨下去了,里面的就漏出来了,直到烧结部分没有了就报废了。钎焊金刚石锯片是靠钎焊时钎料的化学冶金作用,把金刚石和基体粘在一起,是单层金刚石。钎料和金刚石会发生反应,但是有不损坏金刚石的特性,与基体也一样。这样金刚石和基体就熔为一体,对金刚石的把持力就增强。钎料反应后之后很薄,大部分金刚石都在外面,有70%左右会参与磨削,磨削效率很高,不会堵塞。冷镶嵌用模制样耗材经济实用制样耗材金属金刚石切割片,切口更薄更光滑,可连续切割,切割寿命长。
制样耗材,切割冷却液两个种类,市场上售卖的也无外乎水基和油基这两个种类,所以比较有代表性。那么,选择的关键就在于这两种切割冷却液的溶剂不一致,水基切割冷却液适用于对水不敏感的材料,凡是遇水不会发生相变的材料均可选用水基切割冷却液。从金相切割机的角度看,是通用的,水基切割冷却液适用于任何金相切割机。而油基的切割冷却液要有些区别,首先,只有遇水会发生相变或质变的材料,在金相切割取样时,必须选用油基的切割冷液。
制样耗材,金相切割片按照与使用方法,该切割片用于金相试样切割。切割片在安装前应仔细检查,视其是否有裂纹,如发现有裂纹,严禁使用。切割片往切割片机上安装时,应用发兰盘紧固。与切割片接触的法兰盘面必须干净平整。紧固切割片时,要求松紧适中,并使用扳手用手工加固。禁止使用补充夹具(如加长扳手)和敲打扳手,以防止对切割片的人为损害。切割片安装完毕后,用手转动砂轮片一圈以上,以检查砂轮片是否于切割机上的进刀槽两侧发生干涉。然后,空转1—2分钟,正常后方可使用。制样耗材金属金刚石切割片,进口超细金刚石微粉,高韧性、高硬度。
制样耗材,金相冷镶嵌树脂应用领域:常用于样品免于受热和受压。制样快速和稳定。使用行业:PCB/PCBA/BGA、电阻、电容,半导体、陶瓷磁性材料等连接类元件分析、连接器、印刷电路板等传感器及组件或者不受热和受压的材料。
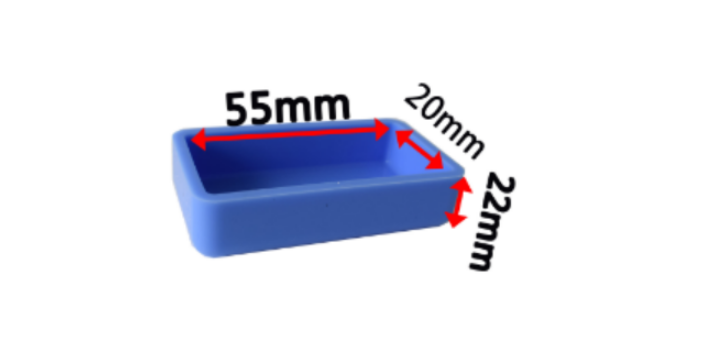
冷镶嵌树脂操作步骤:1、冷镶嵌是直接把待镶嵌样品放入硅胶或塑胶模具内,将调制好的液态树脂倒入模具,在室温实现树脂的固化而获得镶嵌样。2、可根据需要自由配制剂量,在规定的时间内注入镶嵌模即可,适合批量制样,同时适合热敏和压敏材料的镶嵌。3、冷镶嵌无需专门的镶嵌设备,必备的配制容器与镶嵌模即可完成镶嵌工序。 制样耗材金相切割片低软快刀,颗粒均匀,防止切割过程中崩皮或者出现切割粉碎,堵住循环水口道。宁波低粘度环氧王制样耗材品牌好
制样耗材金刚石切割片,切割片尺寸、材料均可根据客户要求特殊定制。江苏软硅胶模制样耗材性价比高
金相冷镶嵌树脂优点:1、流动性好树脂粘度低,渗透润湿性好。浇注时能快速渗透进入样品孔隙、裂缝或凹陷处,减少“气穴”,稳固把持样品,包覆料与样品界面结合好。2、收缩率低树脂系统固化温和,收缩率可控,有效减免固化收缩造成的样品与树脂间隙,提高制样成功率。因为收缩间隙能储存不同磨抛阶段的磨粒和磨屑,二次释放后造成抛光布污染和样品划伤。3、室温下固化平稳快速、气泡少、长期存放不变色、硬度高、耐酸碱等优异性能。4、无味、快速固化,表面平整,透明度高,无气泡,粘度低,渗透性好,低发热、低收缩。5、配合压力锅或者真空镶嵌机效果更佳。江苏软硅胶模制样耗材性价比高
无锡欧驰检测技术有限公司位于长江路16号软件园B栋8607-1室。公司业务分为切割机、镶嵌机、磨抛机,低倍腐蚀仪、晶间腐蚀仪,电解抛光腐蚀仪、金相耗材,金相显微镜、通风系统等,目前不断进行创新和服务改进,为客户提供良好的产品和服务。公司注重以质量为中心,以服务为理念,秉持诚信为本的理念,打造仪器仪表良好品牌。无锡欧驰秉承“客户为尊、服务为荣、创意为先、技术为实”的经营理念,全力打造公司的重点竞争力。