商机详情 -
河北快速环氧王制样耗材生产厂家
制样耗材,水基切割冷却液使用时,需要兑水,切割冷却液:水=1:25~2:25之间较为合适。一般情况金相切割机都有内置或外置循环水箱,切割冷却液更换频次视循环水箱中液体清洁程度而定,目测即可。当然,也有因使用率低,虽然水箱中液体看起来不是很脏,但由于放置时间太久,会造成液体产生异味等,那就必须要及时更换了。油基切割冷却液,每次样品切割后,都要对样品进行特殊清洗,比如用酒精或其他清洗剂等,要彻底将样品表面油渍清洗干净,并用吹风机吹干才好。对于切割机及水箱也要格外细心清洁干净,以免机器部件及近距离的其他物品被污染。制样耗材金相切割冷却液,增加切割片使用寿命。河北快速环氧王制样耗材生产厂家
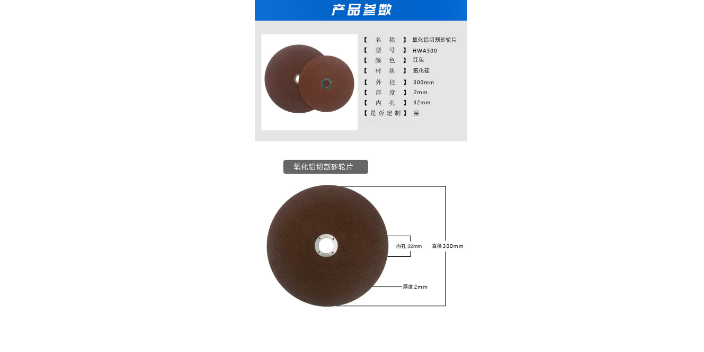
制样耗材,金相切割片选型,打磨用切割片的选择 在很多工厂我们会见到将多个切割片夹在一起用于清理钢锭表面缺陷。这样使用可以提高工作效率,增加使用安全系数。对于打磨用切割片由于是在径向和侧向同时受力所以要求砂轮片要有一定的韧性,否则边上的那一片很容易破裂。多片砂轮片夹在一起打磨时砂轮片之间会有一些间隙利于散热,另外由于砂轮片在打磨过程中砂轮片刀口会呈现圆弧状更利于散热和防止砂轮片堵塞提高工作效率。鉴于经济效益我们选择砂轮片时会选择4mm厚的砂轮片。杭州冷埋树脂制样耗材品牌有哪些制样耗材金相切割片低软快刀,切割尺寸、材料均可根据客户要求特殊定制。
制样耗材,通用型热镶嵌树脂采用热流变性优异的树脂为基础原料,以耐磨矿物纤维为填料,具有较高的硬度和优异的边缘清晰度,适用于无特殊要求的热镶嵌使用。树脂在加热、加压时快速熔化,快速流动渗透,加速镶样进程。保边型热镶嵌树脂是专门为保护边缘而设计的高硬度热镶嵌树脂。含有高比例的玻璃纤维,能增强树脂的耐磨损性能。透明型热镶嵌树脂采用高透高硬的热塑性树脂为原料。加热后有良好的流动填充性能,快速包覆样品。冷却后硬度高,适合后续磨抛。镶嵌样晶莹剔透,无滞留气泡,微小纹理贴合紧密。360°全方面透明,非常适合关注磨抛细节的应用。
制样耗材,切割片在使用过程中常见的问题,切割时破裂 在使用切割片过程中我们经常发现切割片破裂现象,就破裂问题我想提出自己的几点看法。第装机空转时破裂:切割片装入切台使用时要空转一分钟,在此过程破裂主要有两个因素,一个是切割片是劣质产品本身没有达到切台使用线速度。另外切割片孔径和切台轴不配备,装配时存在较大应力。切割片在使用过程中破裂:我们经常见到切割片开始使用时很正常,切割进行通常1/3状态时砂轮片破裂。通过分析可能是以下几点原因:切割片平面度差、切割片组织不均匀、切割片硬度偏高、切割片树脂缺少韧性。当切割片平面度较差时,切割面呈弧面,随着切割深度加大切割片受到侧向应力增加,多次往返时会使砂轮片产生裂痕导致“软片”,继续使用就会破裂。制样耗材脱模剂,以喷雾罐式包装,带喷嘴,可均匀喷至模具表面,适合热镶嵌机和冷镶嵌模的脱模。

制样耗材,如何挑选金相切割片呢,根据切割材质,尺寸,和切割机尺寸功率选择不同的切割片。切割材质硬,直径大,选择稍软切割片。切割机功率大,切割材质为空心,或者实心小直径,选择高硬度切割片。切割片根据材质主要分为纤维树脂切割片和金刚石切割片。树脂切割片是以树脂为结合剂,以玻璃纤维网片为筋骨,结合多种材质,对合金钢﹑不锈钢等难切割材料,切割性能尤为明显。干式﹑湿式两种切割方式,使切割精度更稳定,同时,切割片的材质和硬度的选择,能有效提高您的切割效率,节省您的生产成本。制样耗材树脂金刚石切割片,切割锋利,结合剂富有弹性,可提高切割表面质量。湖州金相镶嵌用硬模制样耗材厂家批发
制样耗材低发热环氧王,透明蓝环氧树脂类,收缩小,发热少,无气味,固化温度时间25℃20~24小时。河北快速环氧王制样耗材生产厂家
制样耗材,热镶嵌树脂以热固性或热塑性树脂为基本原料,再结合纤维或其他填料,以增强树脂的韧性和耐磨性,经过混炼制得颗粒状镶嵌料。在加热加压的时候,树脂软化熔融,渗透填充到零件的各缝隙和凹坑部位,在冷却后实现对样品的充分把持。当实验室持续有大量试样需要制备,并要求制样质量高、尺寸外形统一、时间短,热镶是理想的选择。热镶需要配套镶嵌机使用。常用型特性:中等的收缩率,中等磨削率,适用于普通制样使用。导电型特性:导电,适用于导电样品,河北快速环氧王制样耗材生产厂家
无锡欧驰检测技术有限公司致力于仪器仪表,以科技创新实现高质量管理的追求。无锡欧驰作为仪器仪表的企业之一,为客户提供良好的切割机、镶嵌机、磨抛机,低倍腐蚀仪、晶间腐蚀仪,电解抛光腐蚀仪、金相耗材,金相显微镜、通风系统。无锡欧驰致力于把技术上的创新展现成对用户产品上的贴心,为用户带来良好体验。无锡欧驰始终关注仪器仪表市场,以敏锐的市场洞察力,实现与客户的成长共赢。