商机详情 -
上海软硅胶模制样耗材多少钱一台
制样耗材,金相切割片,大功率切割机切割片的选择 大功率切割机通常使用在切台功率大于5.5KW、转速达2800转/分钟,切割工件直径较大的场合。切割时扭矩力较大,对切割片的损伤较大,所以要求切割片要有一定的刚性,我们通常选用厚度3.8mm切割片。由于切割直径较大,切割片受到的阻力会增大,在切割面产生的温度会很高,所以降低切削温度至关重要。有条件时我们通常在切割时加水冷却。实验证明:切割时加水冷却可以提高切割片耐用度1.5-2倍。但有些场合是没有条件加水冷却的,所以我公司在生产大功率切割片时会在配方中加入粉状冷却剂以利于减少切割时产生的温度。制样耗材热镶嵌树脂,常用型、导电型、保边型、白色:保温时间10分钟以上,冷却时间5分钟以上。上海软硅胶模制样耗材多少钱一台

制样耗材,冷镶嵌王优点评价:易于操作,自凝速度快;节约时间,一次混合的浆料可以浇注几个或十几个切片样品;在电子显微镜下可以观察到固化的微切片胶具有致密的硬度和光滑的,实验结果可以用记号笔直接标明于其上,便于识别; 该胶固化无需加热及高压,从而可以节约昂贵的设备投资; 使用指南:除去需要镶嵌的样品表面的油污并将其固定在模具中;取一只塑料杯和一支玻璃棒,先将固化剂倒进塑料杯中,再向其中加入1.4倍重量的胶粉,迅速用玻璃棒搅拌,使之充分混合成稀浆状,注入预先准备好的模具中,静置,约5-10min该胶固化;从模具中取出固化的切片,根据需要进行打磨、抛光等工作。湖北低发热环氧王制样耗材按钮操作制样耗材热镶嵌树脂,导电型特性:导电,适用于导电样品,如:电镜、电解抛光。
制样耗材热镶嵌树脂常碰到问题:热压镶嵌后,圆柱形试样沿圆周方向断开,多次镶嵌都是如此。树脂长时间存放后吸湿受潮。确认树脂保质期,将树脂置于60℃左右烘箱内烘干,封闭干燥环境下储存。热压镶嵌后正常研磨抛光,腐蚀后在显微镜下观察,看到到样品边缘与树脂之间存在较大缝隙,且不断有水溢出,在样品边缘形成水渍或污渍。嵌后正常研磨抛光,后在显微镜下观察,看到到样品边缘与树脂之间存在较大缝隙,且不断有水溢出,在边缘形成水渍或污渍。树脂保边性不良;样品表面在镶嵌之前未清洗,影响了保边性。对于需要观察样品边缘的样品,选择保边型树脂;镶嵌之前超声清洗样品表面。
制样耗材,金相分析是金属材料试验研究的重要手段之一,采用定量金相学原理,由二维金相试样磨面或薄膜的金相显微组织的测量和计算来确定合金组织的三维空间形貌,从而建立合金成分、组织和性能间的定量关系。将图像处理系统应用于金相分析,具有精度高、速度快等优点,可以提高工作效率。打磨工件就像切豆腐一样。焊接金刚石切割片:分高频焊接和激光焊接两种,高频焊接通过高温熔化介质将刀头与基体焊接在一起,激光焊接通过高温激光束将刀头与基体接触边缘熔化形成冶金结合。电镀金刚石切割片:是将刀头粉末通过电镀方法附着在基体上。制样耗材树脂金刚石切割片,切割片尺寸、材料均可根据客户要求特殊定制。
制样耗材,切割片在使用过程中常见的问题,当切割片组织不均匀时,随着切割过程的扭矩力、热应力、震颤等因素,应力会在组织薄弱的地方累积,导致破裂。当切割片硬度偏高时,切割片受到的径向扭矩力会增大,由于切割片的厚度通常小于4mm,所以会导致切割片破裂。当切割片树脂缺少韧性时,由于切割过程中砂轮片始终处于负压状态,不可避免地产生侧向应力,当切割片不能抵抗侧向受力时就会导致砂轮片破裂。综上所述,为了避免切割片发生破裂,对切割片质量要求有以下几点:要有足够的强度,正常切割片回转强度必须达到使用速度的1.5倍。要有很好的平面度,切割片的平面度要控制在0.3mm以内。选用合适的切割片,由于切割片的使用场合较复杂,一定要根据自身的需要选择切割片的硬度,过硬了会破裂,过软了会增加成本。制样耗材金相切割冷却液,提高产品表面光洁度。上海金相切割液制样耗材源头厂家
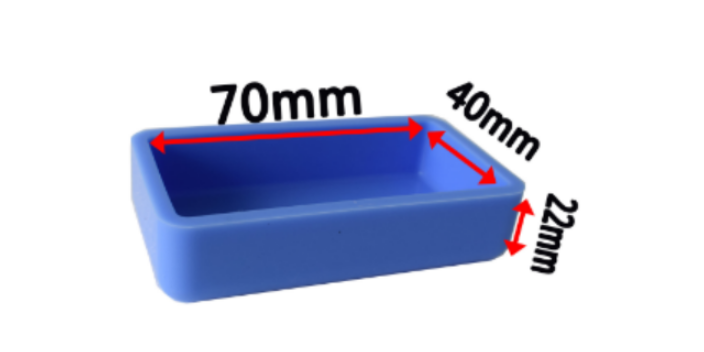
制样耗材冷镶嵌用模,硅橡胶可反复使用。上海软硅胶模制样耗材多少钱一台
制样耗材,切割片在使用过程中常见的问题,.切割时震动严重在使用砂轮片时常发现有震手现象,甚至切台抖动而不能切割。原因有如下几点:砂轮片静平衡超标、砂轮片发生“软片”(组织断裂)、砂轮片平面度差、切台轴磨损等原因。切割后工件毛刺严重在有些切割场合特别是切割不锈钢薄壁管时,要求切割后工件尽量无毛刺以减少后道工序的工作量,就此要求我谈谈自己的看法。首先,在了解毛刺产生的原因之前我们要先简单了解一下切削原理:在切割过程中由于磨粒和工件剧烈磨擦而使切削区温度很高,这会造成工件产生应力和变形,甚至造成工件表面烧伤,而切削过程中所消耗的能量几乎全部转变为切削热。试验研究表明,切削热约有60~85%进入工件,10~30%进入砂轮片,0.5~30%进入切屑,另有少部分以传导、对流和辐射形式散出,切削区的平均温度约为600~1000℃,至于瞬时接触点的最高温度可达工件材料熔点温度。上海软硅胶模制样耗材多少钱一台
无锡欧驰检测技术有限公司成立于2019-04-12,位于长江路16号软件园B栋8607-1室,公司自成立以来通过规范化运营和高质量服务,赢得了客户及社会的一致认可和好评。公司主要经营切割机、镶嵌机、磨抛机,低倍腐蚀仪、晶间腐蚀仪,电解抛光腐蚀仪、金相耗材,金相显微镜、通风系统等,我们始终坚持以可靠的产品质量,良好的服务理念,优惠的服务价格诚信和让利于客户,坚持用自己的服务去打动客户。无锡欧驰致力于开拓国内市场,与仪器仪表行业内企业建立长期稳定的伙伴关系,公司以产品质量及良好的售后服务,获得客户及业内的一致好评。无锡欧驰检测技术有限公司通过多年的深耕细作,企业已通过仪器仪表质量体系认证,确保公司各类产品以高技术、高性能、高精密度服务于广大客户。欢迎各界朋友莅临参观、 指导和业务洽谈。