商机详情 -
河北制样耗材哪个牌子好
制样耗材,金相切割片,大功率切割机切割片的选择 大功率切割机通常使用在切台功率大于5.5KW、转速达2800转/分钟,切割工件直径较大的场合。切割时扭矩力较大,对切割片的损伤较大,所以要求切割片要有一定的刚性,我们通常选用厚度3.8mm切割片。由于切割直径较大,切割片受到的阻力会增大,在切割面产生的温度会很高,所以降低切削温度至关重要。有条件时我们通常在切割时加水冷却。实验证明:切割时加水冷却可以提高切割片耐用度1.5-2倍。但有些场合是没有条件加水冷却的,所以我公司在生产大功率切割片时会在配方中加入粉状冷却剂以利于减少切割时产生的温度。制样耗材热镶嵌树脂,常用型,导电型,保边型,透明型,可溶解型。河北制样耗材哪个牌子好

制样耗材,冷镶嵌常碰到问题:使用丙烯酸透明热镶嵌树脂镶嵌,出模后发现试样中间出现云朵/棉絮状(切开观察为气孔)。明热镶嵌树脂镶嵌,出模后发现试样中间出现云朵/棉絮状(切开观察为气孔)。压力不足,芯部固化不完全。适当提高压力和加热温度,延长保温时间。环氧树脂冷镶嵌,发现长时间都不固化,或者固化后树脂非常软。氧树脂冷镶嵌,发现长时间都不固化,或者固化后树脂非常软。配比正确的情况下,环境温度过低,未达到树脂与固化剂快速反应的温度临界。浇注完成后保证试样在25℃室温以上,或将样品置于30℃恒温箱中固化。苏州镶嵌料制样耗材制样设备厂家制样耗材快速环氧王,透明黄,特性环氧树脂类,快速固化,无气味,固化温度时间25℃40分钟。
制样耗材,热镶嵌树脂以热固性或热塑性树脂为基本原料,再结合纤维或其他填料,以增强树脂的韧性和耐磨性,经过混炼制得颗粒状镶嵌料。在加热加压的时候,树脂软化熔融,渗透填充到零件的各缝隙和凹坑部位,在冷却后实现对样品的充分把持。导电型特性:导电,适用于导电样品,如:电镜、电解抛光。保边型特性:很低的收缩率,很低的磨削率,对于硬质材料提供优越的边角保护。白色特性:中等的收缩率,中等磨削率,适用于普通制样使用。透明特性:清洁透明,透明镶样,多孔试样。可溶解型透明特性:可溶解型,透明,样品,可从镶嵌样品中无损取出。
制样耗材,金相分析一般是针对截面进行显微观测,切割之后的样品多半是不规则的形状,不便夹持磨样,所以绝大多数的切割样品需要镶嵌成为标准尺寸的形状。镶嵌其实就是在固定的膜腔内把切割样品用液态树脂填埋包覆,液态树脂固化后脱模,就形成标准外形的镶嵌样品。热镶嵌则是以室温呈现固态的树脂颗粒,填埋入模具内,加热至液态,在加压后紧密包覆样品,固化后脱模。热镶嵌则多用于耐热耐压的固体材料。大多数金属材料采用热镶嵌的方式来制样,以热镶嵌树脂作为填埋粉料。热镶嵌树脂多数为酚醛树脂的颗粒料,按照增强材料的不同其功能也不同。制样耗材热镶嵌树脂,常用型、导电型、保边型、白色:镶嵌压力20±5MPa,镶嵌温度140±5℃。

制样耗材环氧王操作步骤:建议样品的镶嵌在抽风厨里进行,操作时,带上橡胶手套;样品在镶嵌前清洗去脂并吹干;混和比:树脂:固化剂=2:1(重量比)步骤:用天平或针筒或量筒提起相应比例的液体注入塑料杯;用搅拌棒沿顺时针方向搅拌约一分钟左右,以形成混合均匀的可流动的糊状。始终沿顺时针搅拌可减少气泡的产生;小心地将混合物倾倒在放有样品的冷镶嵌模中;待镶嵌料完全凝固,将橡皮模外翻,即可把样品从模中取出;树脂组份溶于酒精,可用酒精进行清洗。制样耗材金相切割片高硬克星,红色,适用于非铁基有色金属材料HV375-600。苏州镶嵌料制样耗材制样设备厂家
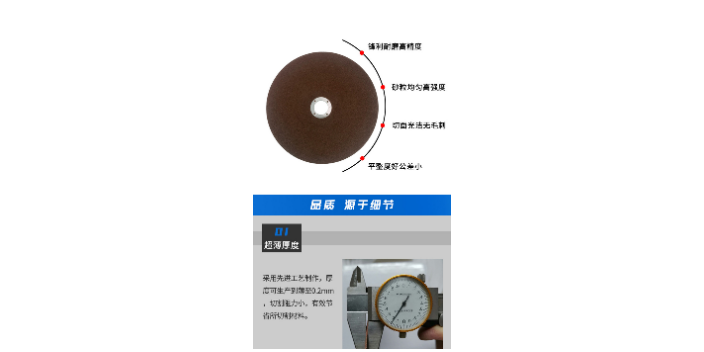
制样耗材树脂金刚石切割片,进口超细金刚石微粉通过树脂结合剂结合。河北制样耗材哪个牌子好
制样耗材,为何说“冷镶嵌王”是—款真正的“三无”产品:无须加热、无须加压、无须镶嵌机的镶嵌料!“冷镶嵌王”不到十分钟即可镶嵌完毕,快速方便。适用于不能被加热样品的镶嵌及无镶嵌机的场所,节省设备投资和能耗,同时您将再也不会担心样品因回火而软化或者因加热而发生内部组织变化。“水晶王”镶嵌后,镶嵌材料就象水晶般完全透明。适用于各种材料,尤其是PCB、SMT等电子行业。广泛应用于钢铁、汽车、航空、航天、铁路、电力、各大院校等工业制造、理化检测服务及各材料院校的教学科研中。河北制样耗材哪个牌子好
无锡欧驰检测技术有限公司致力于仪器仪表,是一家生产型公司。公司业务涵盖切割机、镶嵌机、磨抛机,低倍腐蚀仪、晶间腐蚀仪,电解抛光腐蚀仪、金相耗材,金相显微镜、通风系统等,价格合理,品质有保证。公司注重以质量为中心,以服务为理念,秉持诚信为本的理念,打造仪器仪表良好品牌。无锡欧驰秉承“客户为尊、服务为荣、创意为先、技术为实”的经营理念,全力打造公司的重点竞争力。