商机详情 -
杭州镶嵌用透明样品夹制样耗材生产厂家
制样耗材金相切割冷却液专门针对金相样品的砂轮切割而研制,具有极强的冷却、润滑、防锈性能:切割时,降低样品温度,以减少样品受到热影响;对样品产生清洗和防锈作用;增加润滑性能,提高样品的表面光洁度,可同时提高切割片的寿命;防止切割机被腐蚀;溶液清澈透明,不含矿物油和亚硝酸盐。使用方法:先将切割机中的原有的液体清理干净;混合浓度:该原液:水=5:100–5:75;混合方法:根据切割机冷却水箱的容积大小,先将一定量的水加入切割机冷却水箱中,再加入5%的切割冷却润滑液,同时搅拌或用切割机进行水循环。一定要将本原液加入大量水中,不能将水倒入本原液中。制样耗材水晶王,高度透明 聚酯树脂类,固化温度时间25℃30分钟。杭州镶嵌用透明样品夹制样耗材生产厂家
制样耗材,金相切割片按照与使用方法,该切割片用于金相试样切割。切割片在安装前应仔细检查,视其是否有裂纹,如发现有裂纹,严禁使用。切割片往切割片机上安装时,应用发兰盘紧固。与切割片接触的法兰盘面必须干净平整。紧固切割片时,要求松紧适中,并使用扳手用手工加固。禁止使用补充夹具(如加长扳手)和敲打扳手,以防止对切割片的人为损害。切割片安装完毕后,用手转动砂轮片一圈以上,以检查砂轮片是否于切割机上的进刀槽两侧发生干涉。然后,空转1—2分钟,正常后方可使用。河北镶嵌用样品夹制样耗材源头厂家制样耗材金相切割片,切削锋利不易破碎。

制样耗材,冷镶嵌常碰到问题,使用环氧树脂冷镶嵌后依然发现试样内悬浮着很多的气泡,试样本身的孔、缝隙内无树脂。搅拌方式过于用力,引入了较多气泡;树脂储存环境温度较低,树脂粘度过大,气泡难以溢出。正确的搅拌方式;树脂在使用前可以稍微加热,降低粘度,同时推荐使用真空系统,排出树脂内气泡同时帮助树脂更好的填充孔、缝隙。环氧树脂冷镶嵌,使用硬塑料模具,待树脂固化后试样难以脱模。环氧树脂冷镶嵌,使用硬塑料模具,待树脂固化后试样难以脱模。脱模困难说明树脂收缩率低,与模具粘结过于牢固。在浇注之前正确使用脱模剂;确认模具内壁粗糙度,越粗糙越难脱模。
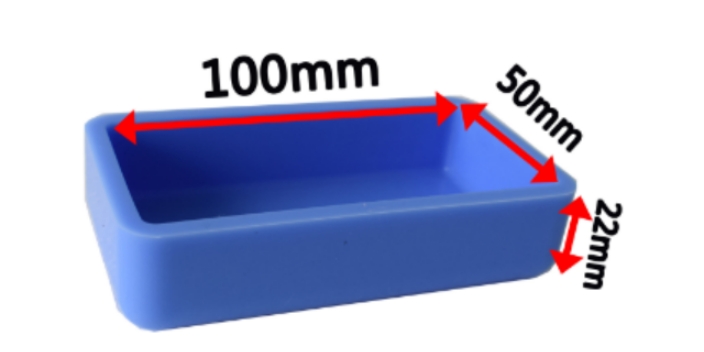
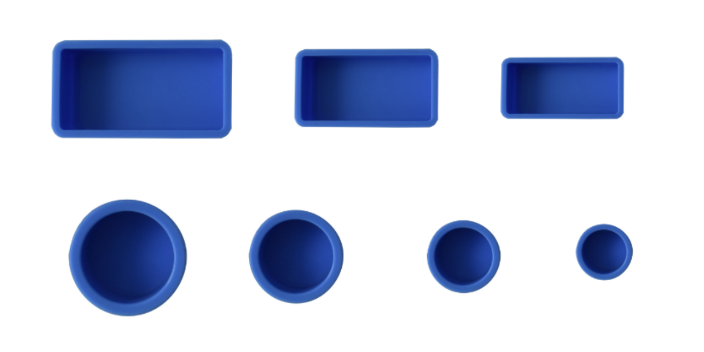
制样耗材,冷镶嵌王镶嵌完毕,快速方便。适用于不能被加热样品的镶嵌及无镶嵌机的场所,节省设备投资和能耗,同时您将再也不会担心样品因回火而软化或者因加热而发生内部组织变化。 冷镶嵌料是一种由粉、液双组份组合的室温快速固化胶,即:由金相胶粉和金相固化剂组成的特种胶。在室温条件下将固化剂和胶粉混合,5-10分种后即可固化成为硬质透明切片,并可以对该切片进行打磨、抛光等加工,它具有固化放热低、热收缩性小、耐候性好等优点,适宜于电子行业尤其是PCB行业做微切片材料使用。制样耗材冷镶嵌一次性模,以PS材料注塑而成,此产品在PCB厂做金相切片分析时起承,载切片作用。
制样耗材,热镶嵌树脂以热固性或热塑性树脂为基本原料,再结合纤维或其他填料,以增强树脂的韧性和耐磨性,经过混炼制得颗粒状镶嵌料。在加热加压的时候,树脂软化熔融,渗透填充到零件的各缝隙和凹坑部位,在冷却后实现对样品的充分把持。导电型特性:导电,适用于导电样品,如:电镜、电解抛光。保边型特性:很低的收缩率,很低的磨削率,对于硬质材料提供优越的边角保护。白色特性:中等的收缩率,中等磨削率,适用于普通制样使用。透明特性:清洁透明,透明镶样,多孔试样。可溶解型透明特性:可溶解型,透明,样品,可从镶嵌样品中无损取出。制样耗材树脂金刚石切割片,切割锋利,结合剂富有弹性,可提高切割表面质量。上海低发热环氧王制样耗材
制样耗材热镶嵌树脂,导电型特性:导电,适用于导电样品,如:电镜、电解抛光。杭州镶嵌用透明样品夹制样耗材生产厂家
制样耗材,金相切割片由于不锈钢的韧性大,热强度高,而磨粒的切削刃又具有较大的负前角,切削过程中切屑不容易被切离,切削阻力大、挤压、摩擦剧烈,切削温度可达1000℃~1500℃甚至更高,同时,在高温高压的作用下,切屑易粘附在砂轮片上,填满磨粒间的空隙,使磨粒失去切削作用。另外,不锈钢的线膨胀系数大,在切削热的作用下极易产生变形,尤其是薄壁和细长的工件。在了解了切削原理后,显而易见就会明白毛刺产生的原因了,所以在切割方法和切割片的选用上就很有讲究啦!杭州镶嵌用透明样品夹制样耗材生产厂家
无锡欧驰检测技术有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的仪器仪表中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来无锡欧驰检测供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!