商机详情 -
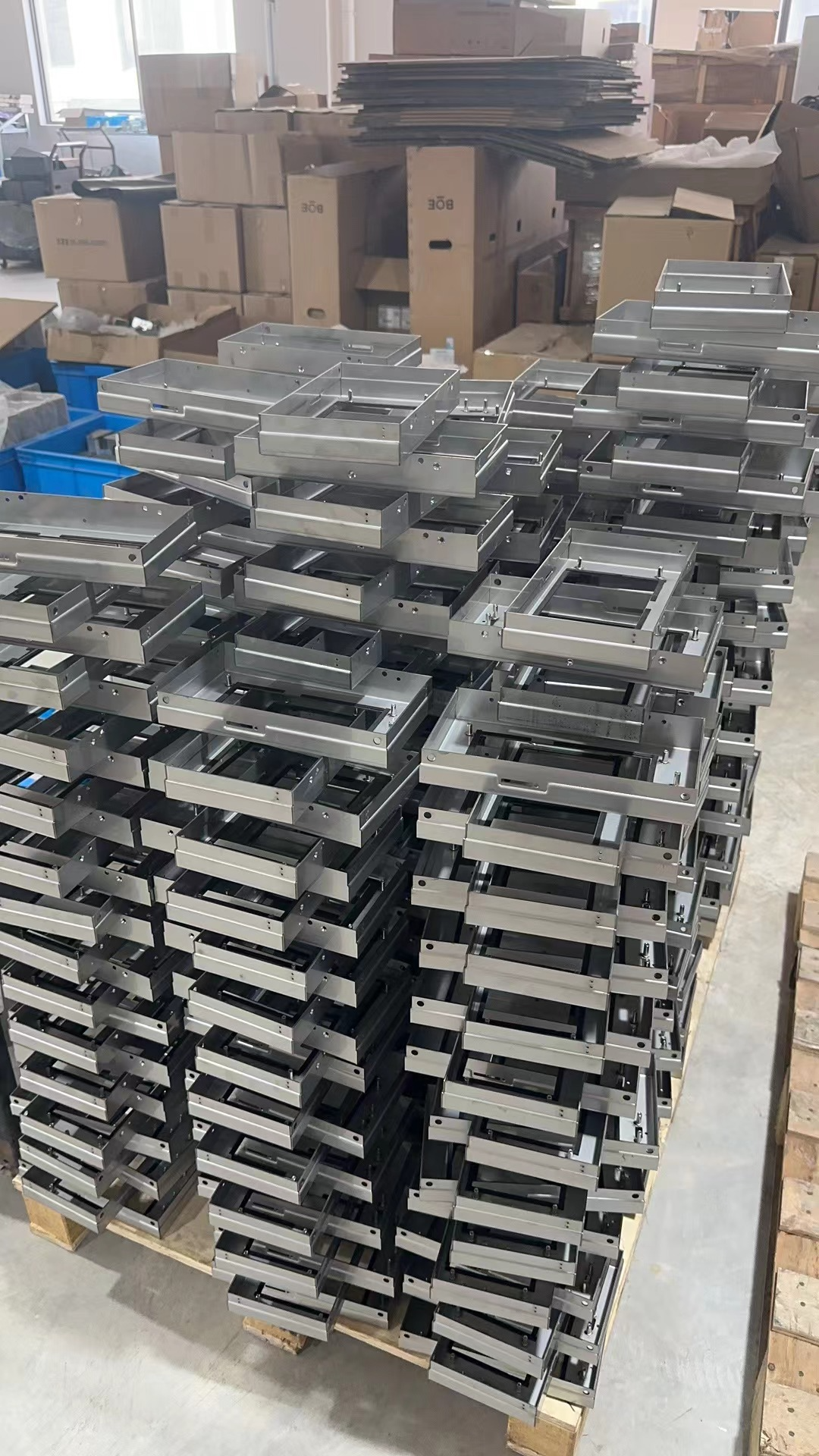
浙江医疗外箱钣金
在钣金加工中,确保金属板材的厚度和强度满足设计要求的方法如下:选择合适的材料:根据设计要求和用途,选择合适厚度和材质的金属板材。例如,冷扎板和热扎板的常用厚度范围是小于或等于3.0mm,铝板则小于或等于4.0mm,不锈钢板通常小于或等于2.0mm。避免平板设计:单纯的平板式钣金强度较低,容易变形,尤其是在使用较软和较薄的材料时。因此,在设计时应考虑增加折弯、压筋或其他加固结构,以提高整体的结构强度和稳定性。控制加工工艺:钣金加工方法包括手工钣金和机械钣金。在加工过程中,应严格控制加工参数,如折弯力、冲压力等,以确保不会因加工过程中的不当操作导致材料厚度减小或强度下降。定期检测和维护设备:确保所有用于钣金加工的设备都处于良好的工作状态,定期进行维护和校准,以避免因设备问题导致的加工误差。进行质量检验:在生产过程中,应定期对钣金件进行抽样检查,包括厚度测试、强度测试等,以确保产品符合设计规范。对于大批量生产的钣金件,自动化生产线如何提升生产效率和一致性?浙江医疗外箱钣金
钣金加工中常用的材料主要包括冷轧板、热轧板、镀锌板、铜材、铝材和不锈钢等,它们各自具有不同的特性和适用范围。具体如下:冷轧板(SPCC):具有较好的表面质量和较高的尺寸精度,适用于精密制造和需要良好外观的产品,如电子设备外壳、家用电器等。热轧板(SHCC):成本相对较低,但表面质量不如冷轧板,通常用于结构件和对外观要求不高的内部零件。镀锌板(SECC、SGCC):表面经过热镀锌处理,具有良好的耐腐蚀性,适用于户外或潮湿环境中使用的钣金制品,如汽车部件、建筑材料等。铜材(如黄铜、紫铜、铍铜):具有良好的导电性和导热性,常用于电气设备和散热器等需要这些特性的领域。铝材硬铝等):重量轻且具有良好的耐腐蚀性和加工性,适用于航空航天、交通运输和电子产品等领域。不锈钢(如SUS304、SUS301、SUS430):具有优异的耐腐蚀性和强度,适用于食品设备、医疗器械和建筑装潢等领域。舟山液压油箱钣金批发进行电焊或激光切割钣金时,有哪些安全措施必须遵守?

全球钣金加工行业的市场格局呈现多极化分布,其中中国、美国、德国、日本和意大利是主要的钣金加工生产国。具体如下:德国和美国:德国和美国在高d钣金加工设备和技术方面处于lx地位,拥有多家全球zm的钣金加工设备制造商。中国:中国是全球zd的钣金加工市场之一,近年来通过技术引进和自主创新,其钣金加工行业得到了快速发展。中国的钣金加工企业在市场规模和生产能力上都有明显提升,成为全球重要的钣金加工生产基地。日本和意大利:日本和意大利也在钣金加工领域有着较高的技术水平和市场份额,特别是在精密钣金加工方面具有较强的竞争力。此外,随着全球制造业的发展,其他如韩国、印度和东南亚国家的钣金加工行业也在不断成长,逐渐占据一定的市场份额。
表面阳极氧化:优点:适用于铝和铝合金,可以形成各种颜色的氧化层,既有防护作用又有很好的装饰效果。缺点:过程相对复杂,成本较高,且对材料类型有限制。表面拉丝:优点:主要作用是美化外观,通过在材料表面拉出不同粗细的痕迹,提升了产品的装饰性。缺点:这种处理方式更多是为了美观,并不提供额外的保护作用。丝印:优点:可以在材料表面加上各种标识,如产品信息、生产日期等,提高了产品的识别度。缺点:需要制作的丝印模具,对于小批量生产可能成本较高。钣金精密加工选宁波和正。

随着计算机技术的发展,CAD和CAM在钣金加工中的应用已经变得非常普遍且高效。CAD(计算机辅助设计)主要用于产品设计和构造的详细制图阶段,而CAM(计算机辅助制造)则涉及到将CAD生成的设计转换为实际的制造指令。具体应用现状如下:设计与制造的无缝对接:利用CAD软件进行产品设计后,可以直接通过CAM系统生成相应的制造指令,实现从设计到生产的无缝转换。这提高了制造效率和产品的质量。多应用于多个领域:CAD/CAM技术不仅在传统的工业设计领域中得到了多使用,如汽车、飞机和船舶制造,还在数字化电影tx等新兴领域中发挥着重要作用。提高精确度与减少错误:由于所有的设计都是通过计算机完成,因此可以减少手动绘图可能带来的误差,同时也提高了设计的精确性。支持复杂工艺的设计:对于一些复杂的零件或形状,手工绘制图纸难度较大,而CAD可以轻松完成这些设计,并且CAM可以准确无误地将这些设计转化为实际的产品。提升定制化生产能力:随着市场对定制化产品需求的增长,CAD/CAM技术能够快速调整设计以满足个性化的需求。优化生产准备活动:CAM不仅涉及数控编程,还包括工时定额计算、生产计划制订等,从而多面优化从设计到产品的生产过程。不锈钢钣金件是建筑和装饰行业的常用材料。舟山液压油箱钣金批发
不锈钢钣金,就选宁波和正精密钣金有限公司。浙江医疗外箱钣金
在钣金折弯过程中,选择合适的折弯半径和角度对于避免材料变形或破裂至关重要。以下是一些选择合适折弯半径和角度的建议:确定折弯半径:当板料厚度不大于6mm时,折弯的内半径通常可以直接等于板料厚度。对于板厚大于6mm且小于12mm的情况,折弯半径应为板厚的1.25至1.5倍。如果板厚不小于12mm,则内折弯半径一般为板厚的2至3倍。当折弯半径小于板厚时,可能需要特殊的模具加工。确定折弯角度:设计时需要考虑实际的折弯角度,如果要求折弯90°且折弯半径特别小,可能需要先进行刨削处理或者使用特殊折弯机模具。折弯过程中,确保折弯处有适当的折弯半径,不宜过大也不宜过小,以避免开裂或反弹。计算折弯扣除:使用折弯系数和折弯扣除计算方法来确定钣金原料的平展长度,从而得出所需的折弯零件尺寸。浙江医疗外箱钣金