新闻中心 - 温州伟诚管件有限公司
-
 长型翻边厂家现货
长型翻边厂家现货预制孔的相对直径预制孔的相对直径/越小,极限翻边系数越小,有利于翻边。这是因为同样的预制孔径,材料的厚度越大,厚度方向压应的允许***值增大,根据体积不变定律,所以翻边时变形区边缘将要开裂时的...
发布时间:2024.03.28 -
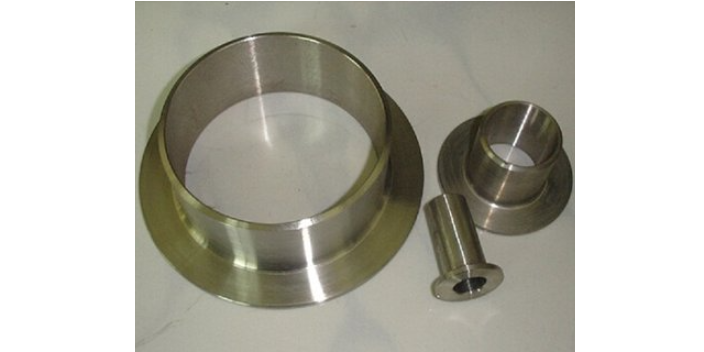
 绍兴长型翻边报价行情
绍兴长型翻边报价行情用旋压的方法成形是没有问题,但是效率低,也不可取;采用旋压和拉延相结合成形法,拉延成形抛物面形,顶部折叠采用旋压成形,是一个比较合适的方案,所以,采用第三种方案。确定小孔翻边是否需要冲预制孔不...
发布时间:2024.03.27 -
 杭州长型翻边供应商家
杭州长型翻边供应商家改善材料的塑性流动性以免破裂或起皱。代替先拉后切的方法制取无**件,可减少加工次数,节省材料。[1]翻边翻边工艺编辑通常,翻边工序是冲压件的轮廓形状或立体形状成形的**终一道加工工序。翻边部分...
发布时间:2024.03.24 -
 湖州长型翻边销售价格
湖州长型翻边销售价格其变形特点属于压缩类变形,应力状态和变形特点和拉深相同,极限变形程度主要受毛坯变形区失稳起皱的限制。此外,按竖边壁厚是否有强制变薄,可分为变薄翻边和不变薄翻边。按翻边的毛坯及工件边缘状,可分为...
发布时间:2024.03.23 -
宁夏长型翻边使用方法
也能获得较低的极限翻边系数,但生产效率要低一些。预制孔的相对直径预制孔的相对直径/越小,极限翻边系数越小,有利于翻边。这是因为同样的预制孔径,材料的厚度越大,厚度方向压应的允许***值增大,根...
发布时间:2024.03.20