商机详情 -
安徽钛锻件供应
不锈钢锻件怎么锻造?锻件毛坯或不锈钢锻件的精度较高。应用先进的技术和设备,可实现少切削或无切削加工。锻造所用的金属材料应具有良好的塑性,以便在外力作用下,能产生塑性变形而不破裂。常用的金属材料中,铸铁属脆性材料,塑性差,不能用于锻造。钢和非铁金属中的铜、铝及其合金等可以在冷态或热态下压力加工。改善不锈钢锻件的内部组织、提高力学性能。不锈钢锻件毛坯经过锻造加工后,其组织、性能都得到改善和提高,锻造加工能消除金属铸锭内部的气孔、缩孔和树枝状晶等缺陷,并由于金属的塑性变形和再结晶,可使粗大晶粒细化,得到致密的金属组织,从而提高不锈钢锻件的力学性能。在零件设计时,若正确选用零件的受力方向与纤维组织方向,可以提高零件的抗冲击性能。锻件精一准成型且性能卓一越,是工业制造领域的杰出典范。安徽钛锻件供应
锻件缺陷分析:氧化:金属坯料在加热时与炉中氧化性气体反应生成氧化物的现象称为氧化。氧化皮的产生,不但造成金属的烧损,而且降低锻件表面质量和尺寸精度。当氧化皮压入锻件内深度超过机械加工余量时,能导致锻件报废。脱碳:加热时金属坯料表层的碳与氧等介质发生化学反应造成表层碳元素降低的现象称为脱碳。脱碳会使表层硬度下降,耐磨性降低。如脱碳层厚度小于机械加工余量,不会对锻件造成危害;反之则影响锻件质量。采用快速加热、在坯料表层涂保护涂料、在中性介质或还原性介性中加热都能减缓脱碳。福建镍基锻件生产厂家锻件历经千锤百炼而愈加坚韧有力,成为工业领域的力量象征。

关于锻件,它是一种通过锻造工艺成型的金属件。锻造是一种利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定机械性能、一定形状和尺寸锻件的加工方法。锻件的性能和质量通常优于铸件,因为它们经过塑性变形后,金属内部的晶粒得到细化,提高了金属的力学性能和物理性能。锻件被广泛应用于各个工业领域,如航空航天、汽车制造、石油化工、电力、矿山等。在这些领域中,锻件通常用于承受重载、冲击或高温高压等恶劣工作条件的部件制造。
要防止大型锻件产生表面和内部裂纹,必须采取如下对策:1、选择的原坯料,坯料表面的各种缺陷要彻底清一除干净。例如,挤压坯料常常需要车皮。在锤上锻造不便于车皮的小棒料时,开始要轻击,打碎粗晶环,然后逐渐加重打击;2、铸锭坯料要逬行充分的高温均匀化处理,消除残余内应力和晶内偏析,以提高金属塑性。锻造加热时,要保证在规定的加热温度进行加热并充分保温;3、根据不同合金,选择佳锻造温度范围。例如,LC4合金铸锭的佳锻造温度范围为:在440X:左右加热保温,然后缓冷至410-390T:左右锻造,塑性好;4、铝合金由于流动性差.采用变形激烈的锻造工序(如滚吓),并且变形程度要适当,变形速度要越低越好;5、锻件锻造操作时要注意防止弯曲、压折,并要及时矫止或消除所产屮的缺陷。滚圆时,不能小干20%,并且滚的次数不能太多。6、用于锻造和模锻的工具,要充分顶热,加热温度好接近锻造温度,一般为200-420,以便提高流动性。锻件如钢铁般坚韧有力,为工业发展提供强大动力与支持。

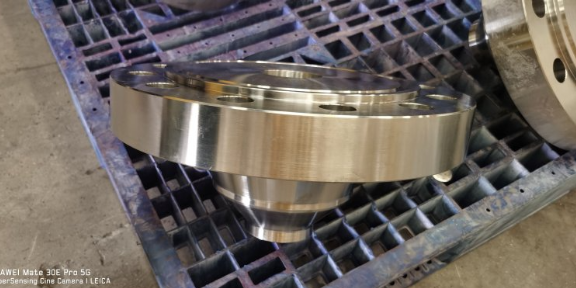
自由锻件的定义:自由锻件,顾名思义,是通过自由锻造工艺制成的金属件。自由锻造是一种不使用专一用模具,而是利用冲击力或压力使金属坯料产生塑性变形,从而获得所需形状和尺寸的锻件加工方法。自由锻件的类型自由锻件的类型多样,常见的包括:轴类锻件:如传动轴、曲轴等,主要用于传递扭矩和承受弯曲力矩。盘类锻件:如法兰盘、齿轮等,主要用于连接、传动和支撑。块类锻件:如机器底座、支架等,主要起到支撑和固定作用。异形锻件:根据特定需求设计的非常规形状锻件,如特殊工具、机械零件等。锻件坚实耐用、性能稳定且安全可靠,是工业领域的放心之选。河北双相钢锻件电话
锻件历经岁月洗礼而愈显珍贵独特,成为工业历史的见证者。安徽钛锻件供应
在对有缺陷的锻件进行清理时,应注意以下事项:①首先应查明缺陷性质、分布情况和深度,决定其是否可以淸理,采用何种淸理方法;②对于要求进行机械加工的锻件,减去表面缺陷深度;其剩余机械加工余量不小于公称余量的25?50%时,可以不清理,否则应淸理,其铲修深度,一般不超过单边公称余量的50%,否则应经用户同;③对于要求淸理的黑皮锻件,其铲修深度不超过该处尺寸的负偏差,且铲修处必须平滑过渡到锻件表面;④对于供热加工用的毛坯,其表面缺陷必须全部清一除,且铲修处必须平滑过渡到锻件表面;⑤在对锻件进行表面淸理时,必须认真执行有关淸理规范,以防产生新的废品(如清理过深、酸洗过度、喷丸变形等)。在进行锻件清理时,对不同类型的锻件产品和不同性质的缺陷,有不同的清理方法。一般可分为以下三种:①用于清理冷锻件和坯料的有滚筒淸理、振动光饰、喷砂和喷丸淸理、抛丸清理、酸洗等;②用于清理热锻件的有氧气喷吹清理、手工和机械式清理、高压水清理、水中放电清理等;③用于淸理局部表面缺陷的有风铲清理、磨削(砂轮)淸理、火焰淸理等。安徽钛锻件供应