商机详情 -
佛山进口三次元测量仪公司
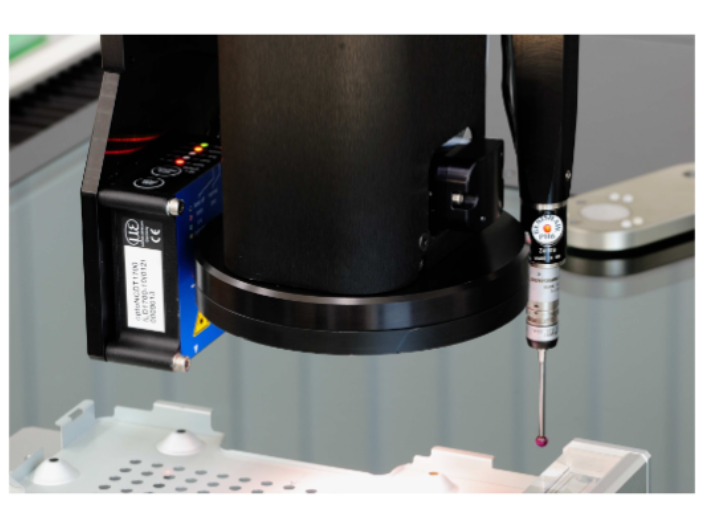
影像测量仪在盲孔测量的应用方案。千分尺测量法。选取与内孔直径大小合适的光滑塞规插入并测量,计算公式为:孔深=塞规长度+零件长度—塞规插入内径后零件的总长,间接测量得到深度测量值。卡尺测量法。选取已知长度的光滑塞规插入并用卡尺的尾部测量露出部分的长度,计算公式为:孔深=塞规长度-塞规插入内孔后剩余的长度,间接得到深度测量值。以上两种方法测量时间长,过程操作误差大,读数不直观,不适于批量零件的高效测试。影像测量仪利用影像测头采集工件的影像,并将这些图像转变为数字信号,提交给计算机进行处理。在影像探测系统中,合适的亮度和对比度是佳成像的关键。在实际应用中,一般需要专门使用的照明装置才能获得合适的亮度和对比度,光源和照明方案的好坏,往往会决定整个影像探测的成败。测量仪避免光学零件表面污损、金属零件生锈、尘埃杂物落入运动导轨。佛山进口三次元测量仪公司
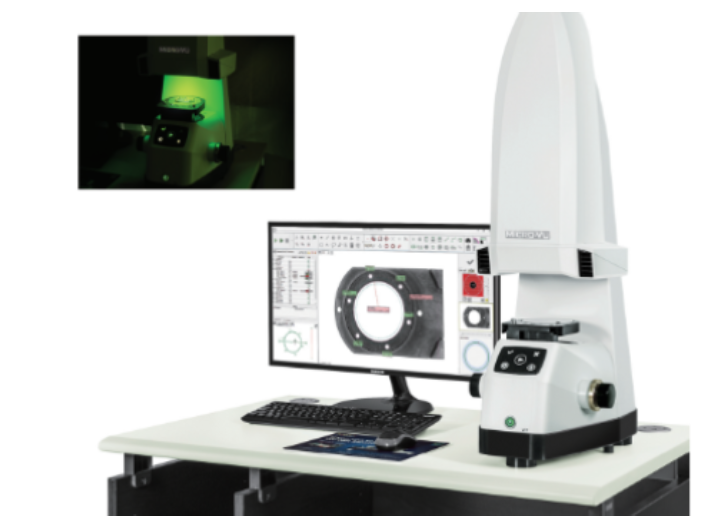
浅谈精密影像测量仪器的基本工作原理。首先,我们所熟知的精密测量仪器,就是二次元影像测量仪,又叫影像测量仪、二次元测量仪,简称二次元,是精密测量仪器中使用为普遍的仪器之一。所谓二次元影像测量仪,从字面上我们可以看出,是以检测工件的二维数据为主的影像测量仪器。由于二次元影像测量仪主要应用在二维检测上,所以我们就在二次元的基础上研发生产了三次元,这就是我们常说的三坐标测量机或三坐标测量仪,它在长宽检测的根本上加了高度检测的功能,是模具检测等主要的检测仪器。佛山进口三次元测量仪公司测量仪安装要选择合适的地方。
测量仪影像区域没有影像,呈灰色。可能是视频捕捉卡没插好,正常关闭计算机和仪器,拔下电源插头,然后打开主机箱,取下视频捕捉卡,并重新插一遍,确认插好后再启动计算机。如果换了插槽则要重新安装驱动程序。或者是视频捕捉卡驱动程序未安装好,按说明书中的安装驱动程序的方法重装视频卡驱动程序或者是视频捕捉卡参数设置不正确,鼠标点击菜单影像—>影像视频设置…或者在影像显示区点鼠标右键,在弹出的菜单中选择影像视频设置…,弹出影像设置对话框。设置正确的亮度、对比度等参数。
测量投影仪使用三忌。忌讳一:带电插拔电缆。有些用户为了省事,经常带电插拔电缆信号线,实在这是很危险的,由于当投影仪与信号源连接不同电源时,两根零线之间可能存在较高的电位差,带电插拔时可能导致插头与插座之间发生打火现象,其后果可想而知。忌讳二:关机后立即断电。大多数投影仪都使用金属卤素灯,处于点亮状态时,灯泡两真个电压一般在60V~80V左右,灯泡内的气体压强至少在10kg/cm2以上,而温度则高达上千度,灯丝处于半熔状态,因此按下关机按钮后,散热风扇仍然会高速旋转,这是出于保护投影仪的需要而特别设计的。按下关机按钮后,投影仪的电源指示灯会变成红色,留意此时要等待2~3分钟,以便让投影仪有一个缓冲的过程,从而让它在散热后自动停机,此时请不要立即封闭电源,更不能往搬动投影仪,否则很轻易导致投影仪的周边元器件过热而损坏,更有可能对灯泡寿命产生不良影响。测量仪原理是基于CCD影像测量的基础上。
三坐标测量仪固定工件有哪些方法。夹具。工件夹持系统向用户构造一个简单的面向任务的夹具,在其中安装工件,使零件便于定位。夹持系统不会使工件变形,在使用时应确保所有被测特征均是可触及的,这样才能够缩短测量时间,固定夹具现在已经在普遍应用。按照工件外形、重量分类:1、轻型零件。对小的轻型零件,可以用橡皮泥、仪器腊等材料来固定零件,但用户应确保在测量结束以后从机器和零件上清理所有的痕迹。在某些情况下要用机械的方法把零件固定在三坐标测量机上,用户应当知道夹持力会引起零件变形,因此必须注意不要过分夹紧,推荐在夹具和零件间隔软的垫子。磁力的及真空卡盘亦可以作为另一种夹持方法。2、重型零件。若被测零件足够重,以至于不需任何夹持装置就可以稳定的放在机器台面上;用户应当知道测量时零件处于自由状态,亦就是不需用任何安全装置,工件不会产生位移,但是操作者要知道重型零件必然会引起机器变形。测量仪清理时要注意减少室内灰尘。昆山进口三次元测量仪检修
测量仪每一步的发展在精密测量仪器中都是必然的结果。佛山进口三次元测量仪公司
影像测量仪,由于屏幕显示有限,加上放大倍率较大(一般在0.7档~4.5档28X~180X),屏幕显示部分的工件尺寸实际只有几毫米,很多测量人员在检测的时候习惯只在屏幕显示部分上采集点、线元素。如果采集的点有偏差,所采线段越短,那么所测得的角度值偏差就会越大,线段越长,测得角度值偏差就会越小。理论角度为30度,采点偏差0.25mm,,我们可以清楚的看到线段长短对测量值的影响。所以我们在测量角度的时候,尽量将角度两边的线采集长些,如果屏幕显示范围太小,可以移动工作台,在角度所在直线的起点位置附件采一点,然后在终点位置采一点,这样所测角度误差将会很大方面减小。佛山进口三次元测量仪公司