商机详情 -
黑龙江进口二次元测量仪特点
二次元影像测量仪在测量角度的技巧。回归直线偏差小。在测量产品角度弧度过程中,经常出现重复精度差,一个人用一样的方法,却误差达到0.5度,这是经常出现的事情。在当今诸多影像测量软件中,直线采集都是默认为两点,对于规则性、直线性好的零件,角度测量上不会产生太大误差,但对于直线性不好,毛刺多的零件来说,两点采集直线的方法带来很大的误差,且重复精度亦不佳,这样的直线构成的角度,多次测量的重复性肯定不理想。若我们使用多点寻回归直线的方法来确定角度的两边,则所得的直线更贴近被测工件的实际边线,偏差从而就会减少,同时,测量误差也会减少很多,重复性也会很大方面改善。测量仪具备高精度、高效率和性的特点。黑龙江进口二次元测量仪特点

二次元影像测量仪的市场是否被三次元给分割?通常,在测量体积不太,而且只需二维平面测量的,我们建议使用二次元影像测量仪.二次元固名思义,它能解决是二维测量问题.对三维的轮廓扫描是没有办法做得到的.因此通过二次元扫描成影的图像也只能生成CAD图纸.另外,二次元还有一明显特点:它是属于非接触型测量.这跟三次元是本质上的区别.所以二次元在测量平面的工件适合了.例如:PCB板,手机平板,薄膜等.三次元主要是用在三维测量领域.主要针对的是立体的工件.并且扫描后的数据可以直接生成三维图纸.它可以对立体工件任何角度,任何部位进行测量.从而迷补了二次元的立体测量的空缺.它主要是用在五金模具,机械零件,自由曲面等领域。昆山原装进口测量仪检修测量仪使用和维护不当不光会缩短仪器的使用寿命。
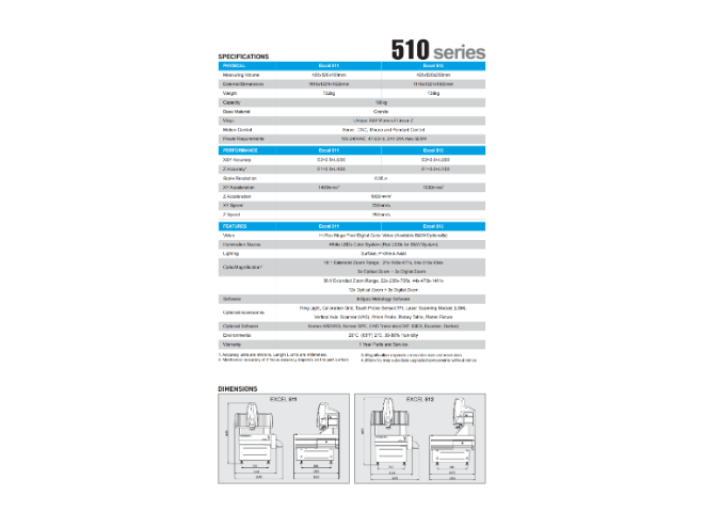
二次元影像测量仪放大倍率知识。二次元影像测量仪的放大倍率包括光学放大倍率和数码放大倍率两个方面的放大,基于几何成像原理的放大称为光学放大倍率,电子电路处理后显示放大称为数码放大倍率。光学放大倍率为物体通过镜头成像到CCD的感光单元上面的放大倍率。这部分是纯粹的光学成像,遵守几何光学原理。光学放大倍率部分决定了影像的放大倍率,也部分决定了CCD能够看到的视野范围。数码放大倍率为由CCD感光单元通过处理电路,把图像显示到显示器上的这一过程中产生的放大效应称为数码放大倍率。表中为CCD到显示器的放大倍率,常用CCD感光芯片尺寸有1/3〞、1/2〞、2/3〞、1〞等四种规格,常用显示器尺寸有9〞、12〞、13〞、17〞、27〞等五种规格,从表中可查到从CCD到显示器的放大倍率。
二次元影像测量仪在复杂工件位置检测方法。1、首先将所有的被测元素,圆,弧,直线采集出来。2、然后使用两点构建X轴坐标系功能,将坐标系的X轴建立在圆1圆2所在的直线上。3、使用坐标平移功能,将坐标原点设置在中心圆上,中心圆的圆点坐标即为(0,0)。4、点击任意一个被测圆,其圆点坐标为(x,y),x、y分别为该圆相对于中心圆在水平和垂直方向的距离。该类工件不能只简单测量圆心距,相对位置关系才是该类零件能否组装合格的关键。对于工件相对位置度的检测,是二次元影像测量仪的一个基本检测功能,同时也是十分重要的检测功能,好的二次元测量仪完全可以在检测中做到完美,这是每一台影像测量仪所追求的目标。测量仪依托于计算机强大现代测量技术和空间几何运算的智能检测软件而产生的。
三坐标测量仪固定工件有哪些方法。夹具。工件夹持系统向用户构造一个简单的面向任务的夹具,在其中安装工件,使零件便于定位。夹持系统不会使工件变形,在使用时应确保所有被测特征均是可触及的,这样才能够缩短测量时间,固定夹具现在已经在普遍应用。按照工件外形、重量分类:1、轻型零件。对小的轻型零件,可以用橡皮泥、仪器腊等材料来固定零件,但用户应确保在测量结束以后从机器和零件上清理所有的痕迹。在某些情况下要用机械的方法把零件固定在三坐标测量机上,用户应当知道夹持力会引起零件变形,因此必须注意不要过分夹紧,推荐在夹具和零件间隔软的垫子。磁力的及真空卡盘亦可以作为另一种夹持方法。2、重型零件。若被测零件足够重,以至于不需任何夹持装置就可以稳定的放在机器台面上;用户应当知道测量时零件处于自由状态,亦就是不需用任何安全装置,工件不会产生位移,但是操作者要知道重型零件必然会引起机器变形。测量仪每一步都提供了简明的帮助图片。黑龙江进口二次元测量仪特点
测量仪避免光学零件表面污损、金属零件生锈、尘埃杂物落入运动导轨。黑龙江进口二次元测量仪特点
关于使用影像测量仪R角的检测方法。首先,将工件的两相交直线包角a的实际值用工具显微镜或其它仪器测量出来。根据包角a和工件要求的圆角半径尸绘制一张放大图。并把放大图的圆弧顶角分角线与投影仪影屏的坐标轴重合,然后将被测工件放在投影仪的载物台上,调试影象。影象与放大图相比较,通过测微器测出两者的间隙,R就是被测工件实际圆角半径。然而,在包角一定时,由于R值大小的变化,其圆心的位置也变,且投影仪的重复性和再现性极差。因此,不能用投影仪或工具显微直接测量。从生产工艺角度分析,是为了杜绝车削后裂纹的产生,主要在应力集中的地方做成圆弧过渡,以此来分散应力,使零件不至于出现裂纹,让内应力在车削后的状态中再次能够平衡,在结构突变处做成圆弧过渡,也是将应力沿圆弧的法向疏散应力,不至于产生废品。黑龙江进口二次元测量仪特点