液态硅胶注塑模具|液态硅胶制品|液态硅胶模具|液态硅胶产品
全国咨询热线:
18027338968
液态硅胶注塑模具|液态硅胶制品|液态硅胶模具|液态硅胶产品
液态硅胶包胶成型的好处液态硅胶LSR/塑料注射成型是制造商在众多行业和应用中使用的经济高效且用途工艺。从LSR包胶成型手柄到复杂的电子组件,硅胶包胶成型是您的项目的理想选择有多种原因:
1,节省成本和时间通过将硅胶直接模制在金属或塑料基板上,您将节省手动组装复杂零件所需的费用和时间。这可以降低造成本和周转时间,使您可以更经济地将产品推向市场。
2,设计灵活性LSR/热塑性注塑成型非常适合满足汽车和医疗行业的复杂设计要求。硅胶包胶成型可生产出防水,气密且更耐冲击和振动的零件。
3,质量控制LSR/塑料注塑成型工艺具有较高的公差和严格的质量控制,使其适合需要精度的任何应用。 随着研究的深入和技术的创新,液态硅胶的应用领域将持续扩展,为社会生活带来更多的多样和便利。安抚吸嘴液态硅胶注塑模具电话
作为液态硅胶射出行业的先行者,佳泽高精重视技术创新,近年来探索欧洲模具理念,效仿德国卧式模具技术,率先在国内推行液态硅胶卧式、立式无毛边成型技术。已经实现液态硅胶密封件的生产成型射出速度快、硫化时间短、机台无人、自拆无毛边等先进成型技术。为客户节省了大量加工成本,提高了生产效率,同时产品品质比传统液态硅胶成型工艺有所提升。今年开始大力推行阀式封胶无毛边技术及阀口开放式(OPEN GATE)进胶的无毛边技术,广州佳泽硅胶的技术创新将迈入新台阶。医疗级产品液态硅胶注塑模具哪里有卖婴幼儿用品:液态硅胶奶嘴和奶瓶对婴儿肌肤温和,不含有害物质,是家长们信赖的选择。

将液态硅胶注入注射成型机中,通过注射成型机的压力和温度控制将硅胶注入模具腔内。在这个过程中,需要注意收缩率、分型线、排气等因素。收缩率方面,由于液态硅胶具有极高的热膨胀系数,在脱模、冷却后通常有 2%-3% 的收缩。
因此,在设计模具和确定注胶量时,要充分考虑收缩率,以确保产品的尺寸符合要求。
分型线的设计要精确,预先考虑分模线的位置及精度,有助于避免空气的夹带和焊接,避免毛边的产生,提高产品的外观质量和尺寸精度。
排气也至关重要,液态硅胶胶料一般粘度较低,充模时间很短,但如果模具中的空气不能及时排出,会导致产品出现气泡等缺陷。可以通过合理设置排气孔等方式,确保模具内的空气顺利排出。
依靠专业丰富的液体硅橡胶(LSR)注塑、双色液体硅橡胶(LSR)注塑技术,精密无毛边及自动化生产,佳泽以百倍信心为医疗器械行业客户提供高质、高精密产品及部件。佳泽硅胶拥有专业的医疗产品团队,为医疗耗材、组装、成品设备提供合约制造及服务,目前产品包括:一次性注射器、医用硅胶管、喉罩、呼吸面罩、探头包胶等。为客户提供一站式服务:产品设计、注塑前期可行性分析与指导、产品开发、精密液态硅胶模具制作、于符合10万级标准的洁净生产车间进行注塑与组装。液态硅胶注塑模具材料选择:应具有高硬度、高耐磨性、良好的热传导性以及较低的热膨胀系数,包括较好钢材。
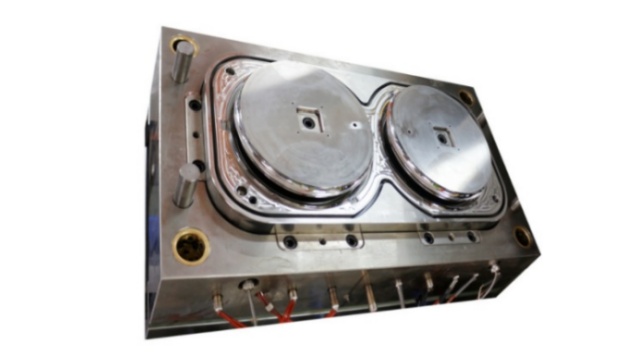
模具设计与制造模具精度:
液态硅胶注射成型对模具的精度要求极高。模具的型腔尺寸、形状精度、表面粗糙度等均需严格控制,以确保产品的尺寸稳定性和外观质量。同时,模具的排气设计也需合理,避免注射过程中产生气泡或缺陷。
温度控制:液态硅胶的固化过程受温度影响较大,因此模具需具备精确的温度控制系统。通过调节模具温度,可以控制硅胶的固化速度和固化程度,从而优化产品的物理性能和外观质量。
模具设计细节:使用小注胶口和针状或翼状注胶口,以避免湍流和喷射。使用T型导向栓代替柱形导向栓,脱模时采用射出吹气,并加隔热层/板。避免使用含阻聚剂的防锈剂/油,一般可用甲苯、二甲苯等。 环保节能说明在固化过程中不产生副产物,且生产过程中不产生废料,符合环保要求。辽宁鸭嘴阀液态硅胶注塑模具生产
广州佳泽硅胶经过多年不断积累与技术,公司在硅胶产品功能性及外观性有非常丰富开发与生产解决方案经验。安抚吸嘴液态硅胶注塑模具电话
液态硅胶注射(注塑)成型大致可分为以下6各阶段:合模,射胶,保压,冷却,开模,制品取出。在这过程中液体硅胶注塑好坏一般与温度,压力,时间息息相关。其中温度控制改善可从料筒温度,射嘴温度,模具温度三个阶段控制。射嘴温度一般低于料筒最高温度,原理是为了避免液体硅胶在射嘴中硫化成型堵塞。模具温度的高低取决于液体硅橡胶硫化条件,注塑件的尺寸与结构,性能要求,以及其他工艺条件(液体硅橡胶热硫化温度,注射速度以及注射压力,单件注射件所需时间等)安抚吸嘴液态硅胶注塑模具电话
广州佳泽硅胶科技有限公司
联系人:张彩云
联系手机:18027338968
联系电话:020-13501477
经营模式:生产型
所在地区:广东省-广州市-花都区
主营项目:液态硅胶注塑模具|液态硅胶制品|液态硅胶模具|液态硅胶产品

