商机详情 -
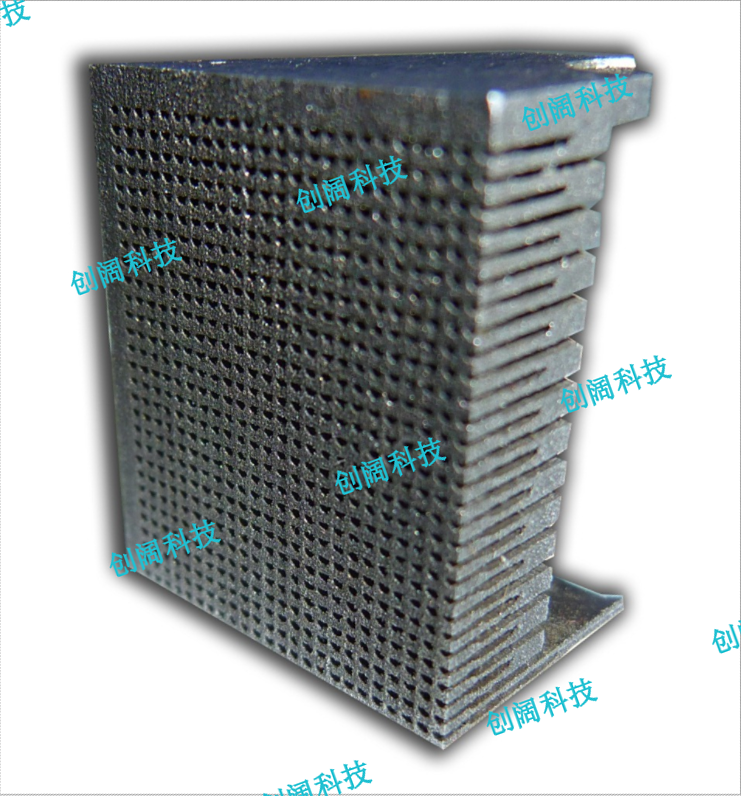
北京水冷板微通道换热器
“创阔科技”将开启高效精细的化工新时代,微通道,就是当量直径在10-1000μm的反应通道,微通道反应技术作为化工过程强化的重要手段之一,兼具过程强化和小型化的优势,并具有优异的传热传质性能和安全性,过程易于控制、直接放大等特点,可显著提高过程的安全性、生产效率,快速推进实验室成果的实用化进程,与常规反应器相比,微通道反应器在传质传热、流体流动、热稳定性等方面具有优异的性能,但是目前使用的微通道,因微通道的当量直径十分微小,流体表面张力的作用变得极为明显,流体在微通道内流动时总是处于平流状态,不同流体间的混合主要依靠分子间的扩散作用,混合效率较低。微通道板式换热器设计加工创阔科技。北京水冷板微通道换热器
微通道换热器
创阔能源科技微通道加工材质的选择在低介质流量时,热阻控制区为低热导率区。因此低热导率材料换热器(如玻璃)的换热效率要明显高于诸如金属等具高热导率的换热器。在高介质流量时,对于结构参数一定的换热器,随操作流量的增加,导热热阻对换热效率的影响逐渐增强,高效换热区也向高热导率方向移动,换热器材料可用热导率相对较低的金属材料(如不锈钢)。Bier等对错流式微通道换热器内气-气换热特性进行了数值分析和实验研究,结果表明,不锈钢微通道换热器的换热效率高于铜微换热器。重庆水冷板微通道换热器创阔科技致力于加工设计微通道换热器。
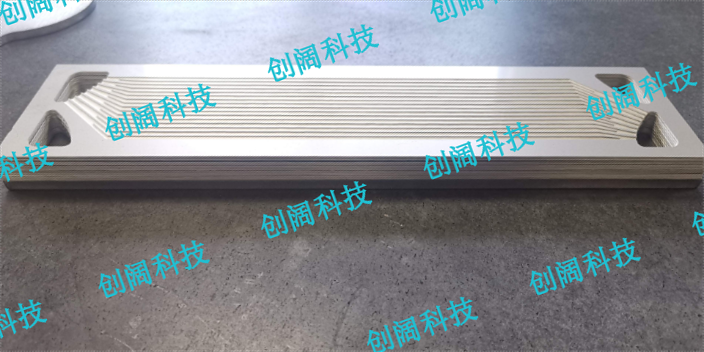
创阔科技制作的微通道换热器,采用真空扩散焊接方式,这种焊接优点是没有焊料,焊缝为母材本体,强度与母材相当,耐高温、耐腐蚀取消了焊料厚度对产品尺寸的影响,相同尺寸下道层数更多,换热性能更好:避免了焊接过程中焊料流动造成的流道堵塞和产生焊渣等多余物;变形量小,流道尺寸更接近理论尺寸,焊后外形较为美观:焊缝熔点与母材相同,后期总装。二次氢弧焊封头、法兰、支架等零件时对芯体焊缝影响较小。产品不易泄漏,可靠性较高。
“创阔金属科技”针对真空、扩散、焊接,分别逐个解释一下。真空:焊接时处于真空环境,其目的一般是为了防氧化。扩散:对几个待焊件,高压力让原子间距离变小,再加高温,让原子活跃,原子互相扩散到另一个待焊件里去。焊接:让几个待焊件牢固地结合。双金属真空扩散焊,其早期是用于前苏联的军上。苏联解体后,俄罗斯,乌克兰继承了这个技术。我国的军单位、军类的研发部门也因此拥有这个技术。双金属真空扩散焊的生产方式成本较高,主要原因是生产效率较低,一般都是一炉一炉在生产,一炉的生产时间长(金属加温到焊接温度得十来个小时)。真空扩散焊的技术参数也比较多(气温,湿度,加热温度,各阶段的加热保温时间,压力,加热方式,工件位置,工件变形参数。对整个技术团队的要求高。一个环节没把握好,就会报废。按炉的较低的生产模式,高技术要求,成本就必定高了。但双金属真空扩散焊的产品,有其独到的高性能高质量优势:结合强度高,产品密度提高。因此,航空航天、军一直在采用这个技术。但因为生产成本高,生产效率不高,加温加压工装设备、真空设备等等投入大,因此民用产品采用这个工艺就少,但随着科技的进步,民品也在更新迭代需要这方面的技术来替代了。真空扩散焊接加工,氢气换热器,设计加工咨询创阔能源科技。
创阔能源科技制作的微化工反应器的特点,对反应时间的精确控制:常规的单锅反应,往往采用逐渐滴加反应物,以防止反应过于剧烈,这就造成一部分先加入的反应物停留时间过长。对于很多反应,反应物、产物或中间过渡态产物在反应条件下停留时间一长就会导致副产物的产生。而微反应器技术采取的是微管道中的连续流动反应,可以精确控制物料在反应条件下的停留时间。一旦达到比较好反应时间就立即传递到下一步或终止反应,这样就能有效消除因反应时间长而产生的副产物。结构保证安全性:由于换热效率极高,即使反应突然释放大量热量,也可以被吸收,从而保证反应温度在设定范围内,很大程度地减少了发生安全事故和质量事故的可能性。而且微反应器采用连续动反应,在反应器中停留的化学品量很少,即使万一失控,危害程度也非常有限。板式换热器加工制作,创阔科技。郑州微通道换热器诚信合作
真空扩散焊接加工,氢气换热器,设计加工咨询创阔科技。北京水冷板微通道换热器
目前,随着微型机械电子系统和微型化学机械系统的发展,传统的换热装置已不能满足应用系统的基本要求,换热装置微型化的发展成为迫切要求和必然趋势;另外,随着能源问题的日渐突显,也要求在满足热量交换的前提下,尽可能缩小设备体积,即提高设备的紧凑性,进而减轻设备重量,节约材料,并相应地减少占地面积。目前,微型换热装置虽然在设计、制造、装配、密封技术和参数测量(无接触测量技术)等技术方面还存在很多难点,但随着大量的试验和数值模拟对其结构、性能等的技术改进和优化设计研究,微型换热装置将日趋成熟,成为一种具有广泛应用前景的新型设备,创阔科技致力于开发研究,微通道换热器,氢气加热器,微化工混合反应器等等。北京水冷板微通道换热器