商机详情 -
多工位虎钳批发
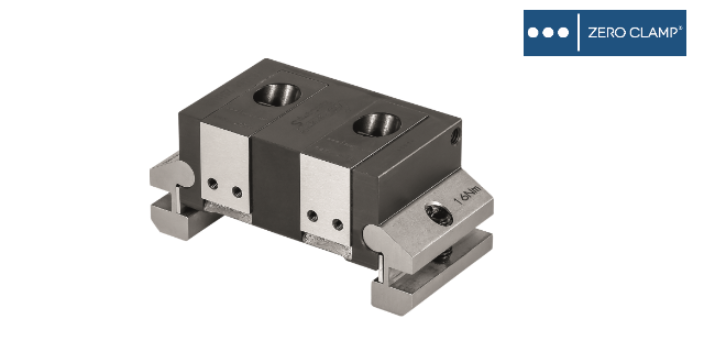
多工位虎钳通常为锻制制成,而不是铸造的,钳身的主体由低碳钢锻造,在钳口位置会被焊接上一层高碳钢,两半钳身,通过从其中一半延伸出的一根柱杆(腿)支撑起来,杆的下部会有一个锻造的法兰,并把敲击的力量传到地面,多工位虎钳的钳身由一根螺纹销钉链接,一块锻造或者是铸造的托板,用U形的钢带通过两块楔子固定,或者是U形螺丝紧固在一起,来起到稳固钳身的作用,这虽然不是构造多工位虎钳很完美的方式,但可以承受十分巨大的冲击,即使受损也很容易进行维修。多工位虎钳配合虎钳,由零点拓展基座抬高,可实现轮廓无干扰的五面加工。多工位虎钳批发
多工位虎钳
安装多工位虎钳时必须要把多工位虎钳牢固地固定在钳台上,两个夹紧螺丝必须扳紧,使工作时钳身没有松动现象,否则容易损坏多工位虎钳和影响工作质量。安装多工位虎钳时,必须使固定钳身的钳口工作面处于钳台边缘以外,以保证夹持长条形工件时工件下端不受钳台边缘阻碍。文明生产,工作场地经常保持清洁,材料物品堆放整齐,过道通畅无阻。工具、夹具及零件等物品应放置整齐,靠近中心,防止跌落损坏或伤脚。装夹工件应使多工位虎钳钳口受力平衡,不平衡装夹时注意不要用力过猛。CNC多工位虎钳价钱多工位虎钳夹紧工件时要松紧适当。
德国ZERO CLAMP多工位虎钳的作用是帮助用户完结工装夹具与机床之间的快速定位和夹紧,削减机械加工中的辅佐时间。它包含两部分:零点定位器(凹头)和定位接头(凸头),零点定位器通过大直径高刚度的滚珠夹紧定位接头,当给零点定位器通入60bar的液压或许6bar气压时,滚珠向两边散开,定位接头可自由进出零点定位器;当堵截压力时滚珠向中心挨近并锁紧定位接头。这两部分之间的重复定位精度是0.002mm,一起供应5 kN至30kN的夹紧力。
多工位虎钳装夹工件注意事项:多工位虎钳中装夹工件时工件的被加工面必须高出钳口,否则就要用平行垫铁垫高工件。为了能装夹得牢固,防止刨削时工件松动,必须把比较干整的平面贴紧在垫铁和多工位虎钳钳口上。要使工件贴紧在垫铁上,应该多工位虎钳一面夹紧,一面用手锤轻击工件的子面,光洁的平面要用铜棒进行敲击以防止敲伤光洁表面。为了不使多工位虎钳钳口损坏和保持已加工表面,夹紧工件时在多工位虎钳钳口处垫上铜片。刚性不足的工件需要支实,以免夹紧力使工件变形。虎钳一直被视为生产中不可或缺的工具,其基本作用原理也从未改变。
多工位虎钳夹紧工件时,只允许用手的力量来扳动手柄,决不能用手锤敲击手柄或随意套长管子来扳手柄,不得随意加大力臂进行夹紧零件,以免丝杠、螺母或钳身损坏。在进行强力作业时,应尽量使用力方向朝向固定钳身,否则将额外增加丝杠和螺母的受力,造成螺纹损坏,錾削薄板,应向固定钳口方向用力。不要在活动钳的光滑表面进行敲击工作,以免降低与固定钳身的配合性能。多工位虎钳钳口不得作铁砧使用,注意保护,防止折断。丝杠、螺母和其它活动表面都要经常加油,保持清洁,以利润滑和防止生锈。使用多工位虎钳后,要清扫铁屑,擦拭活动工作面,加油润滑,并使钳口处于夹紧状态下自然合拢。精密多工位虎钳固定在各种机床的工作台上,用于夹持工件和切削。山东高夹持力多工位虎钳
多工位虎钳的规格用钳口宽度来表示。多工位虎钳批发
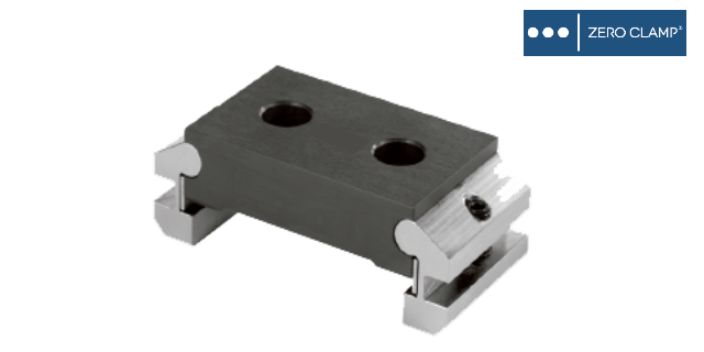
多工位虎钳的组成:多工位虎钳是用来夹持工件进行加工的部件。它主要由固定钳身、活动钳身、钳口板、丝杠、螺母等组成。多工位虎钳的工作原理:多工位虎钳的丝杠固定在固定钳身上,转动丝杠可带动方块螺母做直线移动。螺母与活动钳身用螺钉连成整体,因此转动丝杠时活动钳身就会沿固定钳身移动,钳口就会闭合或开放以夹紧或松开工件。是配合机床加工时用于夹紧加工工件的一种机床附件。具有结构简单、装夹可靠等优点。多工位虎钳已作为夹具的通用部份被普遍应用,如为轴类零件打中心孔,在轴类,盘类零件铣槽,凹凸台面,在磨床上磨槽,凹凸面等。多工位虎钳批发
泽柔自动化技术(杭州)有限公司是我国ZERO CLAMP,零点定位系统,定心虎钳,轨道虎钳专业化较早的外商独资企业之一,公司位于浙江省杭州市萧山区临浦镇临甬路1号3幢1层,成立于2021-03-25,迄今已经成长为机械及行业设备行业内同类型企业的佼佼者。公司主要提供机床功能部件及附件的销售,如气动零点定位夹具,手动零点定位夹具,气动定心虎钳,电动定心虎钳,手动定心虎钳以及轨道虎钳。气动零点定位夹具和气动定心虎钳为气压动力机械元件。手动零点定位夹具,手动定心虎钳和轨道虎钳为机械元件。此外还销售单机自动化上下料单元以及配套的软件系统。等领域内的业务,产品满意,服务可高,能够满足多方位人群或公司的需要。将凭借高精尖的系列产品与解决方案,加速推进全国机械及行业设备产品竞争力的发展。