商机详情 -
泽柔5轴虎钳生产
多功能精密定心虎钳使用要点:1,我们必须处理,以确保工件夹紧颚较高,如果没有,你需要使用工件垫垫。2,在铁口和钳口上粘贴一个相对光滑的平行面,这样可以保证卡的牢固性,防止刨削过程中工件的移动。3、前处理,同时检查工件是否牢固,是否拧紧,如果工件与垫铁之间是不好的工作,它需要重新安装。4,工件的刚性部分需要支撑,以避免扁嘴夹紧时工件的变形或破损。机器安全操作钳包括各个方面,始终在运行的项目中一定要非常小心,避免发生安全事故。气动定心虎钳广泛应用于什么场合?泽柔5轴虎钳生产
定心虎钳
定心虎钳的注意事项和特点:(1)为了不使钳口损坏和保持已加工表面,夹紧工件时在钳口处垫上铜片。(2)为了能装夹得牢固,防止刨削时工件松动,必须把比精密定心虎钳较干整的平面贴紧在垫铁和钳口上。要使工件贴紧在垫铁上,应该一面夹紧,一面用手锤轻击工件的子面,光洁的平面要用铜棒进行敲击以防止敲伤光洁表面。工件的被加工面必须高出钳口,否则就要用平行垫铁垫高工件。精密工具定心虎钳、刚性不足的:工件需要支实,以免夹紧力使工件变形。东莞手动5轴虎钳气动定心虎钳是一种适用于双轴复合机、CNC加工中心、铣床、钻床等大批量生产加工所使用的快速夹具。
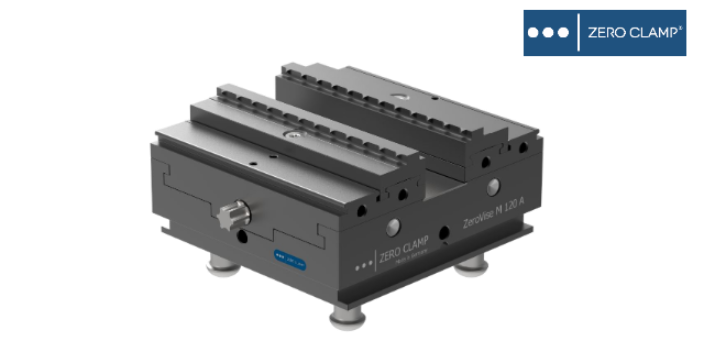
自动化定心虎钳的夹紧力,中心定位精度与全能型定心虎钳相同,上置钳口可以通用。实现自动化过程中定心虎钳在零点拓展基座上的快速定位。ZeroClamp气动定心虎钳是自锁的系统,适合在自动化过程中使用。也就是说只需在钳口的打开和关闭过程中加载压缩空气。气动定心虎钳配合使用定位拉钉,可以在零点定位系统上操作。定心虎钳也可以灵活的固定在T型槽工作台上。配套的种类繁多的顶置钳可以在基础钳上的不同位置处固定。气动定心虎钳的驱动方式:通过钳口的开合可以在自动化操作中通过零点基座从下方控制压缩空气来实现,或者在手动操作中通过侧面加载压缩空气。ZeroClamp零点定位系统包含了零点定位、SL虎钳、手动定心虎钳和气动定心虎钳等多个系统,标准接口下不同的配套组合具备了全方面的应用能力。
解决虎钳装夹转动轴定位不准的方法:夹具底板的左、右上端设有与夹具底板长度方向平行的左、右滑槽,顶紧尾座与左滑槽相配合。从而可实现固定尾座、顶紧尾座分别沿着滑槽的方向调节固定尾座、顶紧尾座之间的距离,以适应不同尺寸的传动轴进行键槽的加工。固定尾座包括固定尾座头顶、固定尾座支块和长定位块,长定位块卡装在右滑槽内,利用固定尾座顶头顶在工业机器人传动轴的端面中心孔处,再与顶紧尾座相配合,即可实现对工业机器人传动轴的轴向定位,利用长定位块与右滑槽的配合,可根据实际长度调整距离。定心虎钳可以灵活的固定在T型槽工作台上。
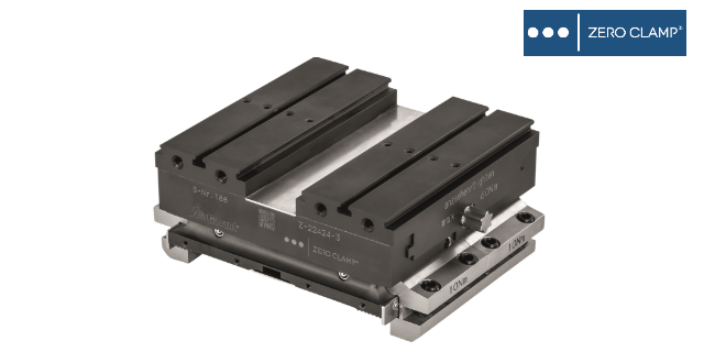
Zero Clamp定心虎钳的SL虎钳可首尾连接使用,理论上可以装夹任意尺寸的工件,大幅度提高了灵活性。根据特殊工件的形状,可以在软材质顶置钳和软材质前置钳上铣出对应轮廓的形状钳。多个虎钳实现大型工件的装夹。SL虎钳同样可以通过T型槽或螺纹孔固定在工作台上。特殊工件的装夹(浇铸件,火花切割件)。SL虎钳配合带活动功能的上置钳口,对曲面,不对称轮廓工件实现装夹。特别是当SL虎钳固定在单个夹紧盘上时,装夹的性能得到了进一步提升。下图中,工件用挡块限位,下方的两个虎钳固定工件的两端,中间的两个虎钳对工件实现辅助夹紧。使得工件在加工过程中更加稳定。自定心虎钳明显提升现代化制造效率。泽柔5轴虎钳生产
自定心虎钳卡爪可握紧轮廓复杂的工件。泽柔5轴虎钳生产
zero clamp钳夹独特的优势:科学的设计,即使装夹面倾斜或有明显的中心偏离,定位拉钉也可方便的插入和移除。体积小巧的气动系统,弹簧片的专门设计确保了极高的夹紧力。常规的车间空气压力足以打开夹紧装置。技术设计,组装简单,通过极少且简单地部件实现极高的可靠性,金属切屑也不会损害其功能。直接夹紧,将工件直接夹紧到基座上。在设计阶段特制了定位拉钉的螺栓孔。组件转换(也适用于跨越机器的情况下)更快,更准确。车削。此外,在车削加工方面,使用预平衡基座可大程度提高生产率。质量保证,可在完整的生产加工过程中使用,它也是坐标测量仪的理想伴侣。电火花线切割,即使在电解质中也能保证功能。泽柔5轴虎钳生产