商机详情 -
高精密多工位虎钳价格表
如何正确选择高精密多工位虎钳?1、工件尺寸,根据“钳口张开度”进行选择:应选择钳口张开度足以夹持工件的多工位虎钳。普通精密多工位虎钳的钳口张开度与钳口宽度相同。但根据机型不同,还备有“大钳口张开度型”以及通过更换钳口实现的“钳口张开度增大型”。根据“钳口宽度”进行选择:工件长度大幅度超过钳口宽度时(长工件等),加工中可能会发生工件振动(颤动)或工件脱落。应选择钳口宽度适合工件的多工位虎钳。对于长工件,使用并排配置规格品(无论配置多少台,至多工位虎钳滑动面的高度(A)及钳口行程(B)的误差均可调整在0.01以内)较为方便。根据“钳口深度”进行选择:工件高度大幅度超过钳口的高度(钳口深度)时,与长工件一样,也可能会发生工件颤动、脱落。另外,对厚度小的工件进行顶面加工时,刀具与钳口可能会产生冲击。钳口深度也是选择多工位虎钳的要点,但也可通过附件(特别附属品)或另制钳口应对。多工位虎钳可大幅提高机床加工效率,缩短换装时间,降低人工成本。高精密多工位虎钳价格表
多工位虎钳
多工位虎钳装配图的作用与内容:装配图的作用,装配图是表示部件(机器)各组成部分的连接、装配关系的图样。装配图在机械设计及制造过程中的地位的作用。在生产过程中,装配图是制定机器或部件装配工艺规程、装配、检验、安装和维修的依据,是生产和技术交流中重要的技术文件。装配图的内容:一组视图会有哪些信息:部件由哪些的零件组成,各零件之间的位置、装配关系,部件的工作原理,零件的关键结构和形状,与其他部件的安装关系。高精密多工位虎钳价格表工件在多工位虎钳上按装固定时,工件放置的位置要适当。
安装多工位虎钳的注意事项:在安装过程当中应该要处在工作台长、宽方向中间的位置以便于方便操作。工件在多工位虎钳上按装固定时,工件放置的位置要适当,被加工工件的表面必须高于钳口的上表面,以确保加工面能够被顺利加工。要精密工具多工位虎钳知道多工位虎钳在投入使用中之前,需要先对其来进行安装,那么在这个过程当中需要注意些什么呢?在铣床上安装时,应擦净钳底底面的污物、铣床工作台台面也要保持清洁干净。为了保证达到精确的程度,精密多工位虎钳必须用百分表校正固定钳口的精度。
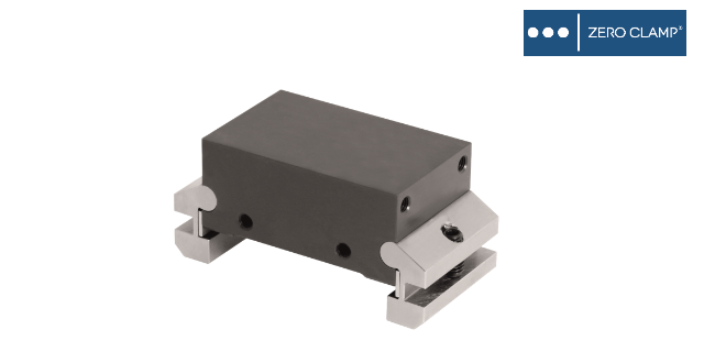
常用的虎钳是一种利用螺杆或其他机构使两钳口作相对移动而夹持工件的工具。多工位虎钳一般由底座、钳身、固定钳口和活动钳口,以及使活动钳口移动的传动机构组成。按使用的场合不同,有钳工虎钳和机用虎钳等类型。钳工虎钳又叫台虎钳,安装在钳工工作台上,供钳工夹持工件以便进行锯、锉等加工。钳工虎钳一般钳口较高,呈拱形,钳身可在底座上任意转动并紧固。一般安装在铣床钻床、牛头刨床和平面磨床等机床的工作台上使用。与钳工虎钳比较,机用虎钳钳口宽而低,夹紧力大,精度要求高。机用虎钳有多种类型,按精度可分为普通型和精密型。精密型用于平面磨床、镗床等。德国ZERO CLAMP多工位虎钳包含两部分。
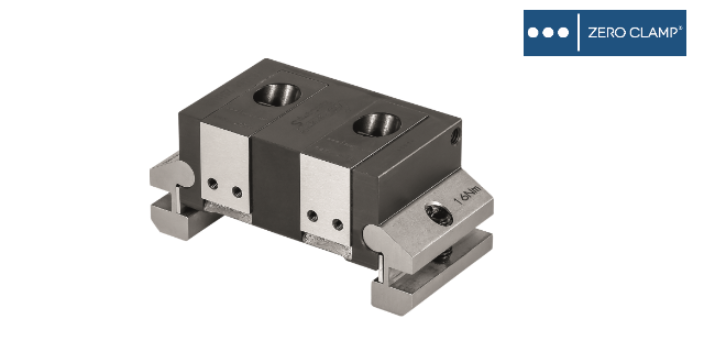
Zero Clamp多工位虎钳的虎钳可首尾连接使用,理论上可以装夹任意尺寸的工件,大幅度提高了灵活性。根据特殊工件的形状,可以在软材质顶置钳和软材质前置钳上铣出对应轮廓的形状钳。多个虎钳实现大型工件的装夹。虎钳同样可以通过T型槽或螺纹孔固定在工作台上。特殊工件的装夹(浇铸件,火花切割件)。虎钳配合带活动功能的上置钳口,对曲面,不对称轮廓工件实现装夹。特别是当虎钳固定在单个夹紧盘上时,装夹的性能得到了进一步提升。工件用挡块限位,下方的两个虎钳固定工件的两端,中间的两个虎钳对工件实现辅助夹紧。使得工件在加工过程中更加稳定。多工位虎钳夹持工件数量是传统虎钳的数倍。深圳多工位虎钳加工案列
多工位虎钳即使在加工程序变更后也能继续使用,然后达到节约成本的目的。高精密多工位虎钳价格表
多工位虎钳口的校正:用百分表校正固定钳口与铣床主轴轴线垂直或平行:加工较精密的工件时,可用百分表对固定钳口位置进行精校正。校正时,将磁性表座吸在横梁导轨面上,安装百分表,使表的测量杆与固定钳口铁平面垂直,测量触头触到钳口铁平面,测量杆压缩0.3—0.5mm,纵向移动工作台,观察百分表读数,在固定钳口全长内一致,则固定钳口与铣床主轴轴线垂直。轻轻用力紧住钳体,进行复检合格后,用力紧固钳体。用划针校正固定钳口与铣床主轴轴线垂直:加工较长的工件,固定钳口一般采用与铣床主轴轴线垂直安装,此时可用划针校正。将划针夹持在铣刀杆垫圈间,使划针针尖靠近固定钳口铁平面,纵向移动工多工位虎钳作台,观察并调整多工位虎钳位置使划针针尖与固定钳口铁平面的缝隙大小均匀,在钳口全长范围内一致,固定钳口就与铣床主轴轴线垂直,紧固钳体后,须再进行复检,以免紧固时发生位移。用划针校正的方法精度较低,常用于粗校正。高精密多工位虎钳价格表