商机详情 -
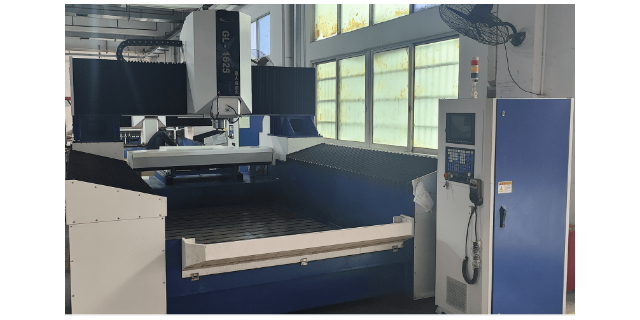
河北板料高速数控龙门铣技术指导
着科技的飞速发展,懒人自动化高速数控龙门铣作为现代制造业的杰出榜样,正以其独特的智能化特点引导着机械加工领域的新潮流。这种龙门铣床不仅继承了传统机床的稳定性和高效性,更在智能化方面取得了明显突破,极大地提升了生产效率和加工精度。懒人自动化高速数控龙门铣的智能化特点之一在于其高效的自动化控制系统。通过集成先进的数控技术和伺服驱动系统,该机床能够实现加工过程的完全自动化。从零件的装夹到切削参数的设定,再到加工路径的规划,所有步骤均可在数控系统的精确控制下自动完成。这一特点极大地减轻了操作人员的劳动强度,同时减少了人为因素导致的误差,确保了加工过程的高效率和高质量。此外,该龙门铣床的智能化特点还体现在其强大的数据处理和学习能力上。数控系统通过内置的传感器和检测装置,能够实时收集加工过程中的各种数据,如切削力、温度、振动等。通过对这些数据的处理和分析,数控系统可以自动调整切削参数和加工路径,以适应不同材料和不同加工需求。同时,该机床还具备学习能力,能够根据过去的加工经验和数据,不断优化自身的加工策略,提高加工效率和精度。 高速数控龙门铣,价格实惠,品质不打折。河北板料高速数控龙门铣技术指导
段落三:懒人高速数控龙门铣稳定性与高效率的协同优势及其性能提升懒人高速数控龙门铣的稳定性和高效率优势并非孤立存在,而是相互协同、共同提升设备的整体性能。这种协同优势使得设备在机械制造业中展现出了明显的性能表现。首先,稳定性为高效率提供了坚实的基础。懒人高速数控龙门铣通过其高刚性的结构设计、高精度的制造工艺和智能化的监控机制,确保了设备在长时间、比较强度的生产环境下仍能保持稳定的运行状态和加工精度。这种稳定性使得设备在高速切削和自动化加工过程中能够发挥出比较好的性能,避免因设备振动或精度下降而导致的生产效率降低。同时,高效率又进一步促进了稳定性的提升。懒人高速数控龙门铣通过优化加工路径、提高切削速度和自动化程度等措施,降低了设备的闲置时间和能源消耗。减少了因长时间连续作业而可能导致的设备疲劳和性能下降的风险。这种高效率的运行方式使得设备在保持稳定性的同时,能够发挥出更大的生产潜力,进一步提升了设备的整体性能。此外,懒人高速数控龙门铣还具备智能化管理和维护功能。设备能够实时收集和分析运行数据,通过智能化的预测性维护机制,提前发现并解决潜在问题,降低了故障发生的概率。天津工业高速数控龙门铣推荐厂家高效稳定的高速数控龙门铣,确保加工品质稳定。

关于懒人自动化高速数控龙门铣智能控制方面的优势懒人自动化高速数控龙门铣在智能控制方面的优势明显,使得其在现代制造业中占据重要地位。智能控制为龙门铣床提供了便捷的人机交互和远程监控功能。直观易用的操作界面使得操作人员能够轻松进行编程、参数设定和监控加工过程。同时,通过远程监控功能,企业可以实时了解机床的运行状态和加工进度,及时发现并解决问题。这种智能化的管理方式不仅提高了企业的生产效率和管理水平,也为企业的可持续发展提供了有力支持。
段落二:懒人高速数控龙门铣的精确测量与质量控制懒人高速数控龙门铣在精确测量和质量控制方面同样表现出色。它配备了高精度的测量系统和先进的传感器,能够实时监测加工过程中的各项参数,确保加工精度和质量始终处于比较好状态。同时,它还具备自动补偿和校正功能,能够自动调整加工参数,消除误差,进一步提升加工精度和稳定性。对于质量控制,懒人高速数控龙门铣同样不遗余力。它采用严格的质量管理体系和标准化的操作流程,确保每一个环节都符合质量标准。此外,它还具备强大的数据分析和处理能力,能够对加工过程中的数据进行实时分析和处理,及时发现并解决问题,确保产品质量始终如一。高速数控龙门铣,精确控制,保证加工一致性。
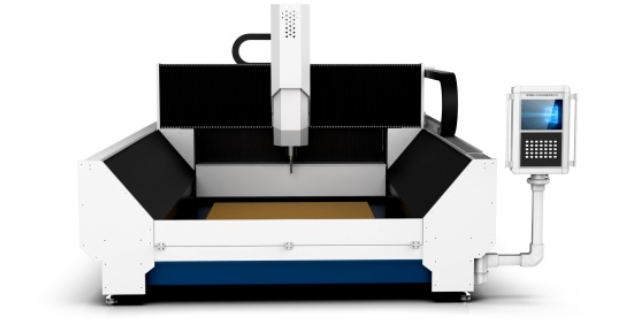
高速数控龙门铣作为现代制造业的主要设备之一,具备了高效率、高精度和高可靠性的特点。它采用的数控技术,实现了对加工过程的精度,能够急速、准确地完成各种复杂零件的加工。高速数控龙门铣的加工范围,可以完成铣削、钻孔、攻丝等多种加工工艺,并且可以在一次装夹中完成多道工序的加工,提高了加工效率和加工精度。同时,高速数控龙门铣还具有很高的灵活性,可以根据不同的加工需求进行定制和调整,实现不同的加工效果。高速数控龙门铣的出现,为现代制造业的发展提供了强有力的支持,促进了制造业的技术进步和产业升级。高速数控龙门铣适用材质:铝板、钢板、型材。河北板料高速数控龙门铣技术指导
高效稳定的高速数控龙门铣,保证加工精度与效率。河北板料高速数控龙门铣技术指导
数控系统实现零件的加工主要通过以下几个步骤:产品图纸设计:首先,根据零件的需求进行产品设计,包括确定产品的尺寸、形状等关键参数。这一步骤是零件加工的基础,确保后续加工过程能够按照预设的要求进行。加工程序编写:根据产品图纸和加工要求,程序员使用CAM(计算机辅助制造)软件或其他常用程序组装加工路径,并进行优化。这个路径描述了刀具在加工过程中应如何移动以切削材料。编写好的加工程序随后被上传到数控机床的控制系统中。加工程序的编写方法通常有手工编程和自动编程两种,分别针对简单零件加工和复杂零件加工。装夹工件:在加工开始之前,工件需要被精确地装夹到数控机床的工作台上,以确保其在加工过程中的稳定性和位置精度。程序输入与处理:加工程序通过各种输入装置被输入到数控系统中。数控装置可以一边读程序一边进行加工,也可以先将程序全部读入内部存储器,再从存储器中调用。输入的程序在数控装置内部进行一系列的计算和处理,包括轨迹插补运算,即在线段的起点和终点的坐标之间进行数据点的密化,求出一系列中间点的坐标值,并向相应坐标输出脉冲信号。机床运动与加工:经过处理后的指令通过伺服系统驱动机床的各个运动部件。 河北板料高速数控龙门铣技术指导