商机详情 -
山西常见碳化物喷涂欢迎来电
伴随着科技的发展和延伸,碳化物喷涂中碳化钨细粉的制备随着科技的发展越发成熟,经过大量的研究表面,我们可以采用一下五种方法进行硬质合金喷涂超细粉末的制备方法如下:直接碳化还原法直接碳化还原是制备超细粉体的有效方法。它还直接从氧化钨和碳化钨中提取钨。机械合金化我们一般说的机械合金化是指使用高能的机械频率进行打磨的一种方法,通过机械驱动力和剪切力,在室温下用常规方法难以制备的粉末的合成。等离子体法目前,制备超细粉体的常用方法是等离子体法。气相碳化气相碳化指的是我们在获得气相情况获得相应的气相,然后在一定温度下与相应的气体反应,主要是金属气相和含碳气体碳化形成金属化合物。当温度降低时,可以得到纳米粉体。冷冻干燥法该方法是制备碳化钨粉末的一种有前途的方法。第一步是制备含钨的金属盐溶液(通常是钨酸盐系列),然后混合搅拌均匀,然后迅速冷却溶液温度,然后用罗茨泵或机械泵将制冷剂周围的压力降至四相平衡点以下,然后升高温度,并升高溶液中的固体溶剂。可制备海绵状干燥材料,经煅烧得到纳米钨金属粉。碳热还原法制备纳米碳化钨粉体。 常州卡奇碳化物喷涂安心售后。欢迎来电咨询常州卡奇!山西常见碳化物喷涂欢迎来电

这种碳化物喷涂工件表面金刚石砂轮磨平装置使用时通过放置板对坯料进行放置,通过固定架进行坯料的侧部固定,通过旋转电机带动金刚石砂轮进行磨平工作;其使用中发现,其工作环境较为恶劣,影响了操作人员的身体健康;并且由于坯料打磨时温度较高,导致其使用风险性较大,使用非常不可靠。为解决上述技术问题,本实用新型提供一种提高使用可靠性并且保障了操作人员工作环境的碳化物喷涂工件表面金刚石砂轮磨平装置。本实用新型的碳化物喷涂工件表面金刚石砂轮磨平装置,包括旋转电机、转轴、金刚石砂轮、电动缸、伸缩杆和放置板,转轴安装在旋转电机的底部输出端,金刚石砂轮安装在转轴的底端,伸缩杆安装在电动缸的顶部输出端,放置板安装在伸缩杆的顶端。 河北工程碳化物喷涂价格对比碳化物喷涂服务怎么样,欢迎咨询常州卡奇液压机械有限公司。
超硬质碳化物涂层之碳化钨涂层,它通常是指由III、IV和V主族元素组成的共价键化合物(碳化物、氮化物〉和单质(金刚石)组成,有单晶、多晶和非晶等多种,如金刚石,立方氮化硼(C-BN〉,氮化碳(C3N4和CNX),硼氮碳(BCN)及类金刚石(DLC)等。其硬度很高,接近天然金刚石硬度。通常,超硬涂层的硬度为800GPA以上;但也有学者把400GPA以上的共价键化合物涂层视为超硬涂层。类金刚石涂层的硬度变化范围很大,与结构中SP3键含量有关。
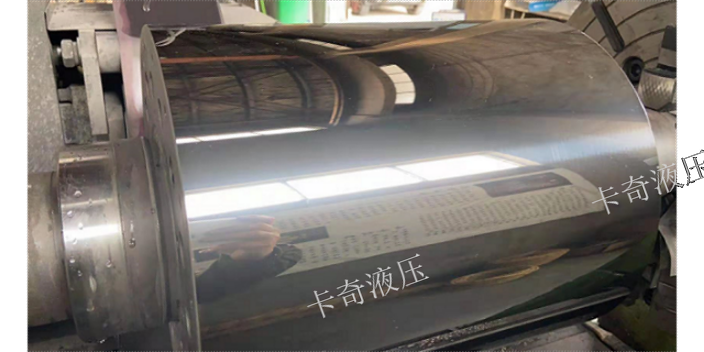
碳化钨喷涂层的厚度取决于工艺。真空蒸发涂层厚度较薄。JP8000设备的喷涂层厚度为1mm,但我们的常规厚度选择为。另外,碳化的硬度在hv1200以上,已经很硬了,所以可以选择比较薄的,比如。碳化钨喷涂用的原料是碳化钨六角材料,这种原料具有金属的光泽,制备的硬度与金刚石相近。并且对于电和热量来说是一个很好的导体。碳化钨喷涂的涂层具备了碳化钨的特性,具备着不溶于水的效果,遇到水面不会融入水,并且难以溶于硝酸和氢氟酸的混合酸当中。适量的加入少量的钛属性和钴等金属元素,那么可以很大降低碳化钨喷涂的脆性,从而增强其硬度。碳化钨用作钢的切削工具,通常加入碳化钛、对于它们的混合物可以说能够提高抗爆裂的能力,从另一种角度来说更是增加了碳化钨喷涂的涂层致密度。 碳化物喷涂哪家靠谱?欢迎咨询常州卡奇液压机械有限公司。

碳化物喷涂批发以客为尊。起始阶段:随着涂层厚度的不断增加,排斥力增大,当大到与静电电场力相同时,粉末便不再被吸附,这时涂层厚度不再增加,喷出的粉末完全不被吸附全部掉下来。喷涂电压增大,粉末附着量增加,但超过90kV时,附着量的增加率变小,电压增大时膜厚的初始增长率增加,但随着喷涂时间的增长,电压对涂膜厚度增加影响减少。喷涂距离增大,电压对膜厚的影响减小。喷涂电压过高,会使粉末击穿,影响粉末质量。喷涂距离的变化使电场强度产生变化,从而也影响涂膜厚度和粉末的沉积效率。跟据情况控制在150-300mm之间。碳化物喷涂服务哪家好?欢迎咨询常州卡奇液压机械有限公司。天津工程碳化物喷涂价格对比
碳化物喷涂品牌怎么样,欢迎咨询常州卡奇液压机械有限公司。山西常见碳化物喷涂欢迎来电
在石油天然气的螺杆钻具中,由于面临泥沙冲刷乃至饱和盐水的腐蚀,超音速火焰喷涂Wc10Co4Cr正成为欧美乃至中国众多用户的选择。在碳化物喷涂粉末的选择上,除化学成份、粒度大小对涂层性能有重要影响外,粉末的粒度分布尤其是粒度分布的批次稳定性极大程度的影响到用户喷涂产品的批次稳定性。通常用户没有能力对每批来料粉末进行分析,只能依赖供应商的分析结果,这对粉末供应商的质量保障体系提出更高要求。用户可根据自身对涂层规范、粉末品质及价格的需要与相应供应商联络以获得有利于各自业务发展的碳化钨粉末。山西常见碳化物喷涂欢迎来电